

想要更直观地了解86crmov7现货供应产品吗??产品视频,带你走进产品世界
以下是:86crmov7现货供应的图文介绍

锻造由压钳把、倒棱、镦粗、拔坯压实、精锻等基本工序组成。锻造辊套时,尚有冲孔、扩孔等工序。锻造比是反映锻件质量的重要指标之一,热轧辊的锻造比一般不小于2.5;冷轧辊不小于3;支承辊不小于2。借助于冶炼和锻造技术的改进,锻造比可适当降低,如用电渣重熔钢生产冷轧辊选用锻造比为2。钢锭的冒口应有足够的切除量,以便去除钢锭的缩孔和偏析。通常热轧辊的锻件钢锭利用率为55%~62%;冷轧辊及支承辊为55%~60%。轧辊钢锭镦粗后,依轧辊的种类、重量及尺寸大小选用不同锻造法进行拔坯压实工序。宽砧大压下量锻造法(KD法)适用于高、中及低塑性,大、中型冷、热轧工作辊及支承辊;宽平砧强压下锻造法(wHF法)和去除中心部位拉应力锻造法(FM法)适用于高、中塑性大型及特大型支承辊;中心压实法同WHF法或FM法可配合使用。各种锻造方法的参数列于表3。轧辊锻件的典型锻造工艺列于表4。


有利于减轻偏析。在此基础上,研究了电磁场对离心铸造高速钢轧辊偏析的影响,发现电磁场在金属溶液中产生电磁力,其切向分量与溶液运动方向相反,迫使固液界面前的溶液产生流动,引起元素分配系数k的变化,有利于减轻高速钢轧辊元素偏析。电磁力的作用还会促使金属熔体对固—液界面和枝晶端部产生强烈冲刷作用,造成晶体从铸型壁脱落和枝晶折断,促进等轴晶的形成,有利于宏观偏析减轻。高速钢轧辊电磁离心铸造中,磁场作用还导致先析出相、原子簇团与金属溶液之间因其导电性及密度差异而产生运动状态的相异性,这种作用对于高速钢轧辊凝固过程中溶质再分配及最终的成分偏析也有重要影响。清华大学也发明了电磁离心铸造高速钢复合轧辊方法,浇铸时先在离心铸造设备外面加稳恒磁场组成的外加磁场,



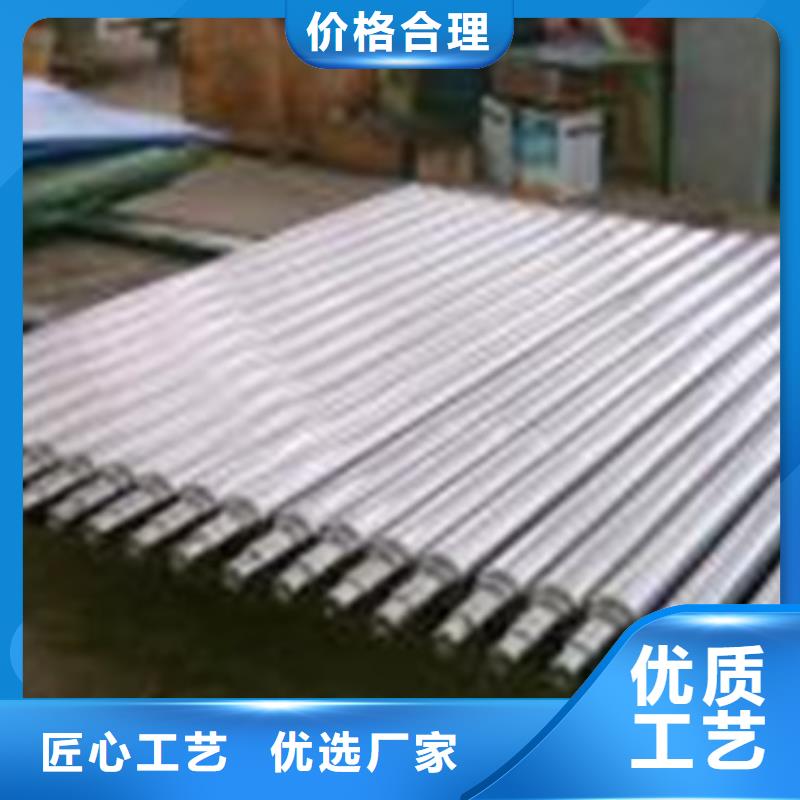
高钨高速钢轧辊是在常规高速钢轧辊材l料基础上,添加一定比例的W、CO(Wmax=12%,Co≤2%)合金元素,运用独特的工艺技术浇注而成。采用特殊高温淬火(淬火加热温度≥1150℃)加多次回火热处理工艺,得到具有良好高温稳定性的回火马氏体组织。粒状、棒状MC、M2C、M6C型碳化物镶嵌在马氏体组织中,使轧辊具有非常优异的抗磨损性能;据统计,高钨高速钢轧辊使用于棒材轧机的K1、K2、K4机架,过钢量比常规高速轧辊有较大提高。
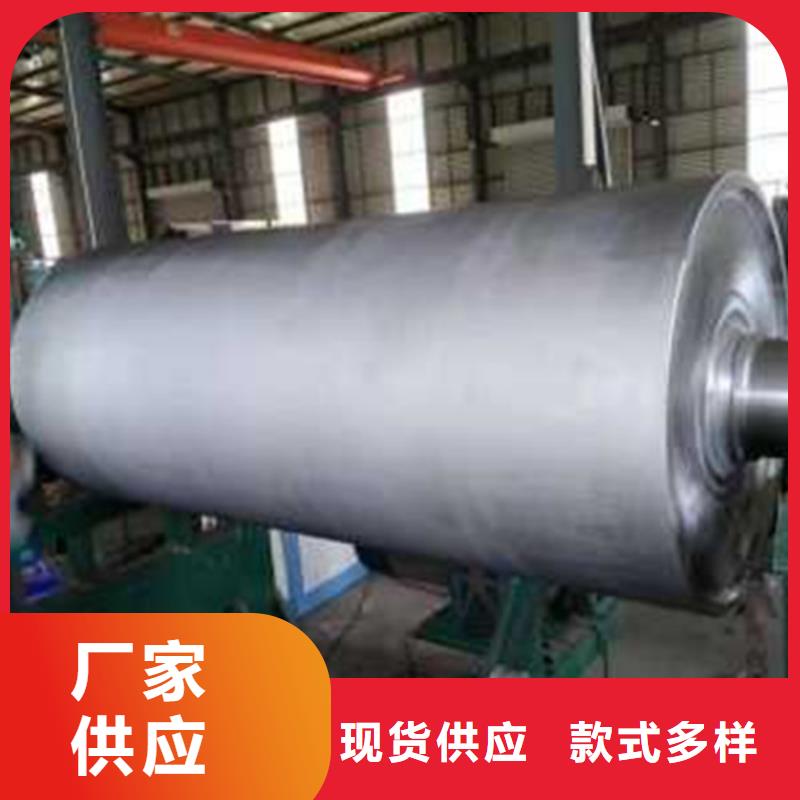
无限冷硬铸铁轧辊,以其工作层中有细小的石墨析出物为特征而区别于冷硬铸铁轧辊,石墨均匀分散在整个辊身截面,其数量和尺寸随深度而增加,由于增加了Mn、Cr、Ni、Mo等合金元素,加上少量细小的石墨的存在,提高了轧辊的抗剥落性、抗热裂和抗磨损等性能,表面的细石墨空隙还能改善轧辊的咬入能力。
无限冷硬铸铁轧辊,以其工作层中有细小的石墨析出物为特征而区别于冷硬铸铁轧辊,石墨均匀分散在整个辊身截面,其数量和尺寸随深度而增加,由于增加了Mn、Cr、Ni、Mo等合金元素,加上少量细小的石墨的存在,提高了轧辊的抗剥落性、抗热裂和抗磨损等性能,表面的细石墨空隙还能改善轧辊的咬入能力。



鄂州新物通物资有限公司的 弹簧钢厂家、310S不锈钢管、316不锈钢管、不锈钢管生产厂家产品在整个生产过程中受严格的质量保证体系控制,全程采用先进制作工艺,从原材料进厂、加工生产、组装、调试都经过严格的检验,从而确保了 弹簧钢厂家、310S不锈钢管、316不锈钢管、不锈钢管生产厂家产品的质量。发扬“团结、拼搏、开拓、创新”的精神,跟踪和引领市场需求,并本着高额投入、高科技装备,服务于用户的宗旨,向客户提供优质的服务。


9、冷轧机工作前应补充给冷却液、润滑液。
10、经常检查轧辊组,轧片是否松动。
11、装换辊片时需将两组轧辊头分离一定距离,并且每组辊片之间应有一定间隙后才可装取轧辊组。
12、润滑剂、冷却液应经常补足。
13、每次更换轧辊片时,应清洗机架及轧辊组进出孔内的铁屑等杂物。
14、作业中避免钢筋打结或乱线。
一、是正确判断使用次数。高速钢轧辊两次磨削之间的使用次数,取决于每次下机后辊面氧化膜和粗糙度保持状况。在正常情况下,前段机架可使用3次~7次,后段机架可使用2次~4次,CPC高速钢轧辊甚至可以使用10次以上。
二、是利用辊面探伤手段避免轧辊失效事故。高速钢轧辊下机后须立即进行水冷或空冷,确保下次使用前消除热膨胀。高速钢轧辊易萌生热裂纹,如遇轧制异常停机须要立即更换高速钢轧辊。为了避免轧辊剥落等失效事故,轧辊冷却后应采用超声波探伤仪进行辊面裂纹检测。


