





【新品发布,视频先行!】不锈钢碳素复合管产品结构简练、美观实用产品,等你来探!
以下是:不锈钢碳素复合管产品结构简练、美观实用的图文介绍

不锈钢护栏复合管放置于空气中会形成氧化膜,但这种膜的保护性不够完善,通过酸洗使不锈钢表面平均有厚度为10um的一层表面被腐蚀掉,酸液的化学活性使得缺陷部位的溶解率比表面上其他部位高,因此酸洗可使整个表面趋于均匀平衡,更重要的是,通过酸洗钝化,使铁及铁的氧化物比铬和铬的氧化物优先溶解。
不锈钢复合管钝化膜具有动态特征,不应看作腐蚀停止,而是在形成扩散的保护层,通常在有还原剂(如氯离子)的情况下倾向于破坏钝化膜,而在氧化剂(如空气)存在时能保护和修复钝化膜。去掉了贫铬层,使不锈钢表面富铬,在氧化剂钝化作用下使表面产生完整的钝化膜,这种富铬钝化膜的电位可达+1.0V(SCE),接近的电位,了抗腐蚀的性。
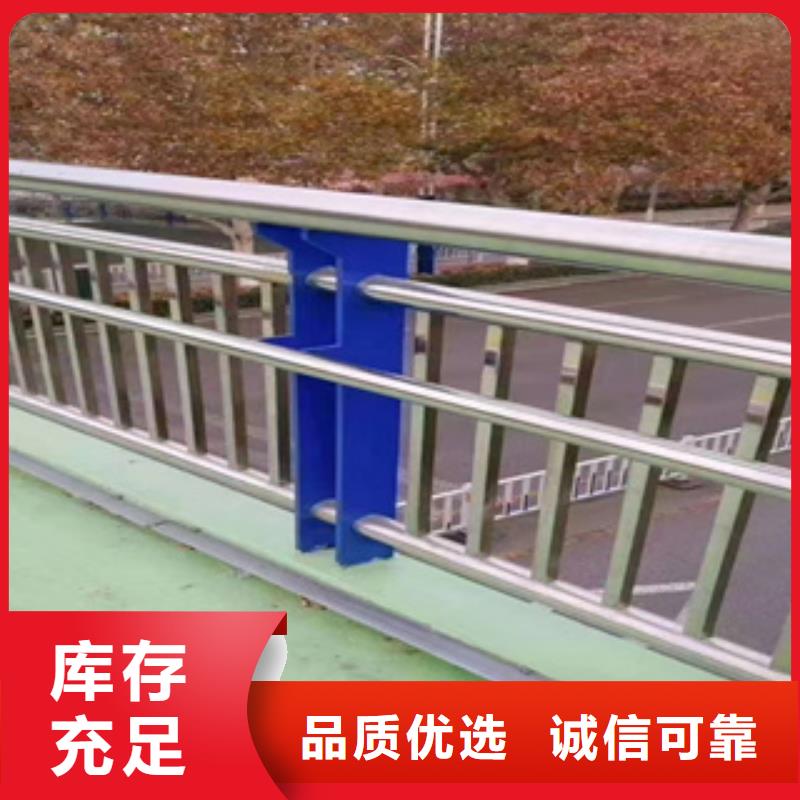
不锈钢复合管护栏的立柱通过螺栓与地面固定。通常安装于如物流通道两侧,生产设备周边,建筑墙角,门的两侧及货台边沿等等。有效减免搬运设备往来穿梭时带来意外撞击造成的设备、设施的损坏。护栏材料有:铝合金、玛钢类(球墨铸铁)、碳钢(喷涂或镀锌)、不锈钢、塑钢、锌钢、PVC及其他金属护栏等。
不锈钢复合管钝化膜具有动态特征,不应看作腐蚀停止,而是在形成扩散的保护层,通常在有还原剂(如氯离子)的情况下倾向于破坏钝化膜,而在氧化剂(如空气)存在时能保护和修复钝化膜。去掉了贫铬层,使不锈钢表面富铬,在氧化剂钝化作用下使表面产生完整的钝化膜,这种富铬钝化膜的电位可达+1.0V(SCE),接近的电位,了抗腐蚀的性。
不锈钢复合管护栏的立柱通过螺栓与地面固定。通常安装于如物流通道两侧,生产设备周边,建筑墙角,门的两侧及货台边沿等等。有效减免搬运设备往来穿梭时带来意外撞击造成的设备、设施的损坏。护栏材料有:铝合金、玛钢类(球墨铸铁)、碳钢(喷涂或镀锌)、不锈钢、塑钢、锌钢、PVC及其他金属护栏等。


1.不锈钢护栏焊接采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。2.一般适合于6mm以下薄板的焊接,不锈钢复合管栏杆具有焊缝成型美观,焊接变形量小的特点。3.保护气体为,纯度为99.99%。当焊接电流为50~50A时,流量为8~0L/min,当电流为50~250A时,流量为2~5L/min。
4.钨极从气体喷嘴突出的长度,以4~5mm为佳,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。6.不锈钢复合管栏杆焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。
7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。8.不锈钢复合管厂家为使很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。
4.钨极从气体喷嘴突出的长度,以4~5mm为佳,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。6.不锈钢复合管栏杆焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。
7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。8.不锈钢复合管厂家为使很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。



迪庆绿洲安防科技专营 304不锈钢复合管,我们深信凭着丰富的经验及诚信为本,乐意帮助,真诚为每个客户提供从售前到售后的一条龙服务.现存大量的 304不锈钢复合管,规模宏大,一直以品质卓越、诚信经营而深受广大新老客户的好评. 为保证产品的质量,我们聘请专业技术人员,对每一台机器进行严格的检测,为提高服务的质量,我们的技术人员可为您提供专业的技术指导,完善的维护服务。展望未来,我们满怀信心与广大新老客户真诚合作,为的开发建设贡献力量。 品质保证 质量放心 力求为每位用户提供、优质、的服务


不锈钢护栏焊接电流量尽可以选用直流稳压电源,有益于焊丝泛红和熔浓淡。钛钙型焊芯的焊丝不适合做全影响力焊接,只合适立焊友谊角焊;低氢型焊芯的焊丝可做全影响力焊接。2、不锈钢复合管焊丝在应用时要坚持不懈枯燥乏味。为防止产生裂痕、凹痕、出气孔等缺点,钛钙型焊芯焊接前经150-250℃风干1h,低氢型焊芯焊接前经200-300℃风干1h。
不能不如不断风干,要不然药皮易零落。3、焊缝结算清洁,还防止焊丝沾有油以及它脏污,以防加上焊接碳含量并影响焊接品质。4、为防止加温而产生晶间腐蚀,焊接电流量不适合过大,一般应该比不锈钢焊条低20%上下,电孤不必太长,固层快冷,以窄道焊为宜。
5、应尽可能选用短弧焊接,弦长一般2-3毫米,电孤太长易产生热裂痕。6、运条:应选用短弧急速焊,一般不同意横着晃动,其总体目标是不锈钢复合管焊接量和热影响区总宽,发展焊接抗晶间腐蚀才可以和热裂痕的趋向。
不能不如不断风干,要不然药皮易零落。3、焊缝结算清洁,还防止焊丝沾有油以及它脏污,以防加上焊接碳含量并影响焊接品质。4、为防止加温而产生晶间腐蚀,焊接电流量不适合过大,一般应该比不锈钢焊条低20%上下,电孤不必太长,固层快冷,以窄道焊为宜。
5、应尽可能选用短弧焊接,弦长一般2-3毫米,电孤太长易产生热裂痕。6、运条:应选用短弧急速焊,一般不同意横着晃动,其总体目标是不锈钢复合管焊接量和热影响区总宽,发展焊接抗晶间腐蚀才可以和热裂痕的趋向。



