





激光切割机的几项关键技术是光、机、电一体化的综合技术。任何一种热切割技术除少数情况可以从板边缘开始外一般都需要在板上穿一小孔。早先在激光冲压复合机上是用冲头先冲出一孔然后再用激光从小孔处开始进行切割。对于没有冲压装置的激光切割机有一下两种穿孔的基本方法:激光切割机1、穿孔:材料中间形成凹坑,然后用与激光束同轴的氧气流快速去除熔融材料,形成孔洞。孔的大小一般与板厚有关,穿孔的平均直径是板厚的一半。因此,对于较厚的板材,穿孔的孔径较大且不圆,不适合用在要求较高的部位,只能用在废料上。此外,由于激光切割机穿孔使用的氧气压力与切割使用的氧气压力相同,飞溅较大。2、脉冲穿孔:使用高峰值功率的脉冲激光熔化或汽化少量材料,经常使用空气或氮气作为辅助气体,减少放热氧化造成的孔洞膨胀,切割时气压低于氧气。每个脉冲激光只产生一个很小的粒子射流,一步一步深入,所以厚板冲压需要几秒钟。射孔完成后,辅助气体变为氧气进行切割。因此,射孔的直径较小,其射孔质量优于射孔。用于此目的的激光切割机不仅要有较高的输出功率;更重要的是时间光束的时空特性,所以一般的横流CO2激光切割机不能满足激光切割的要求。激光切割机切割穿孔的方式就是上述两种基本的方式了。此外,脉冲穿孔需要可靠的气路控制系统,以实现气体类型和气压的切换以及穿孔时间的控制。在脉冲穿孔的情况下,为了获得高质量的切割,应注意从工件静止时的脉冲穿孔到工件恒速连续切割的过渡技术。
光切割机作为主流的金属切割设备一直以来都非常受到大家的欢迎,在市场上比较高端的设备都是自动化切割生产。那么设备在自动化切割生产的过程中是如何相互配合的呢?这其中就离不开传感器!那么激光切割机的传感器是什么?对于设备来说有多重要呢?看完下面的内容就明白了!激光切割机的传感器是什么激光切割机的传感器是什么?激光切割头在工件形状发生变化以及表面出现凹凸不平的障碍时,传感器自动检测到变化并根据变化自动调节高度,使其始终与工件表面的距离保持一致可以更快的加工材料而不必持续监督当今国内外采用的位移传感器基本上是电容式,其结构和形状与加工头相适应,同时配有检测信号处理单元。位移测量是一种基本的测量工作,按照传感器是否与被测工件接触,位移传感器可分为接触式和非接触式两种类型,比较起接触式传感器,非接触式传感器在保证高分辨率的同时,具有动态响应速度快,滞后误差低,甚至为零。非接触式传感器,有时称接近觉传感器,早期的应用当属接近开关,即被检测物体与敏感探头接近到一定距离时,给出开关信号,目前的接近觉传感器已经发展到不仅可以探测物体的有无,而且可以给出物体距离敏感探头的距离,并可提供关于工件外形和空间位置的信息。因为它可以用于对移动物体的位移进行测量,所以这类传感器也称为非接触式位移传感器,常用位移传感器有磁滞伸缩位移传感器,电涡流式位移传感器,电容式位移传感器,电感器位移传感器等。以上就是激光切割机的传感器是什么的主要内容。大家看完后是不是对激光切割机的传感器有了新的了解了?
金属激光切割机属于比较高端的精密设备,每一个零部件都不可或缺,所以我们必须把每一个零部件维护好,这样激光切割机才能发挥较大的优势,帮助我们创造更多的财富。调压阀作为激光切割机上比较重要的一个部件,它的安装与日常保养都是很重要的,怎么安装维护好才能发挥调压阀的全部作用呢?下面小编就来为大家介绍。关于金属激光切割机调压阀的安装与保养知识关于金属激光切割机调压阀的安装与保养知识你知道多少1.安装调压阀前要切记要吹干净管道内的粉尘、油污等微小颗粒,同时一定要防止密封材料碎片混入其中;2.空气中湿气较重造成冷凝水时,冷凝水留在阀内,容易造成减压阀不良状况,所以要将手柄安装在下方,便于及时控制;进出口方向不得装反,否则减压阀会长时间泄漏,失去调压功能;3.两个减压阀做高低压交替进气的回路,请使用单向阀,以防止逆流;关于金属激光切割机调压阀的安装与保养知识4.进口侧压力管道中如果有冷凝水、油污、灰尘等就会造成常泄孔或节流孔堵塞,使调压阀的效果受到影响,因此减压阀的前面应该装上过滤器,防止粉尘、油污等;5.同时应在一定的温度范围内使用,超出温度必然有损,更应避免阳光直接照射,带来损害;6.四周应留出适当的空间,以便调压操作和维修;调压操作完成后减压阀调节按钮应锁定。 按照以上步骤一步步进行,调压阀就可以发挥出其全部的功效,更能辅助金属激光切割机发挥作用,提高切割效率。
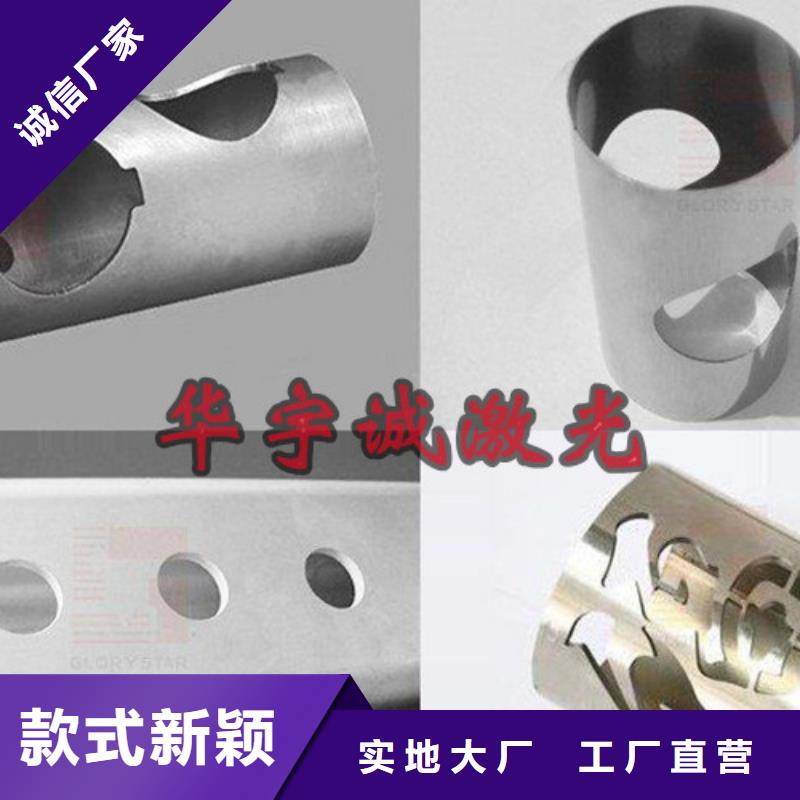
金属激光切割机在近年来越来越受钣金行业的青睐,不外乎是因为金属激光切割机对比传统的切割方式,耗材少而且切割精度高,效率快。今天小编和大家分享一个关于激光切割机较为为常见的误区——很多人都认为加工越薄的金属板越容易切割,这其实是不正确的!具体原因就听小编来为大家详细介绍。金属激光切割机切割越薄的板材速度反而越慢金属激光切割机切割越薄的板材速度反而越慢众所周知的,金属激光切割机可以很快就将金属薄板切割加工完成,但是不是越薄的金属板就越好加工,一块厚度为1mm的金属板,使用金属激光切割机进行切割的话,确实非常快捷,精度也高,成品效果也非常让人满意,但是比1mm再薄一点的金属板呢?0.05mm的金属薄板相对于1mm的金属薄板在很多人看来,金属激光切割机应该切得更快更精确才对,但是事实却是相反的。金属激光切割机切割越薄的板材速度反而越慢0.55mm厚的金属薄板在使用激光切割机进行切割的时候,非常容易出现因为板材太薄导致余料翘起的效果,影响精度,浪费人工进行二次加工也是相当地麻烦。这样子的问题在实际切割过程中,有人提出几块叠着一起切,但是这只能保证表面的金属薄板切割精度,底下的板材精度也会不精确,废渣还会残留在表面。影响金属激光切割机切割效率的不止是板材的厚度,还有激光切割机的功率,工人使用设备的习惯等都有影响。要想金属激光切割机的切割效率达到理想的效果,就要根据要切割的板材挑选功率较为合适的激光切割机,市面上的金属激光切割机按功率划分的话,大致有1000w到6000w不等,挑选合适的激光切割机关键的还是要选择靠谱有保障,具有一定生产规模的激光切割机厂家。
