





想要探索新兴球墨铸铁管生产基地的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:新兴球墨铸铁管生产基地的图文介绍
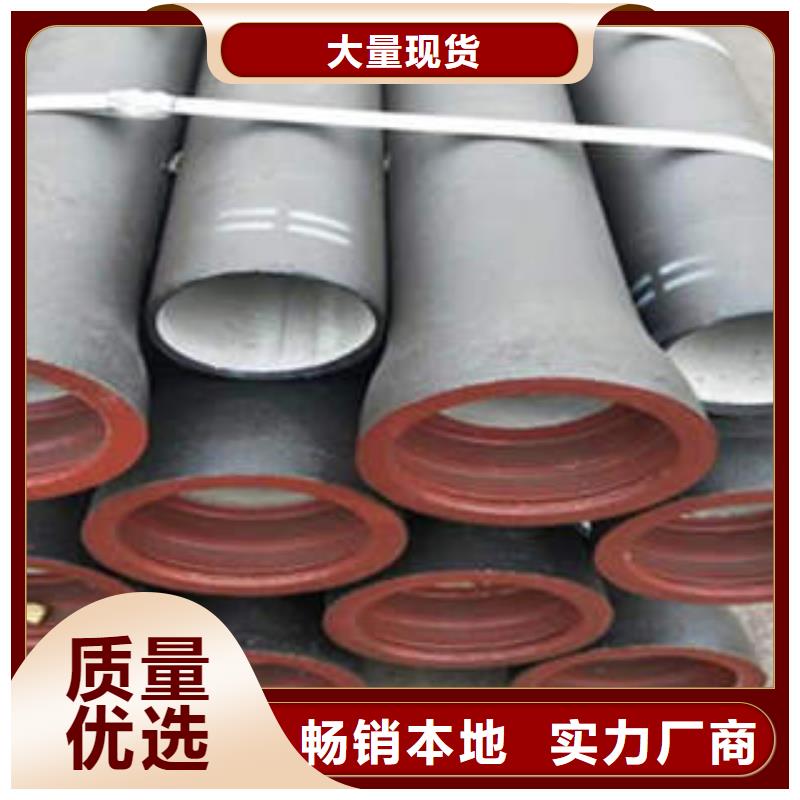
浙江君杰钢管有限公司有着多年 承插球墨铸铁管发展历史,是一家从事 承插球墨铸铁管专业设计、制造、批量生产的综合性企业。与国内多家科研院所建立密切合作关系,不断研发被用户看好的 承插球墨铸铁管产品,深受广大客户好评。我公司具有完善的现代化管理模式, 承插球墨铸铁管产品结构合理,性能可靠,确保向客户提供高质量的产品和周到的售后服务。


把表面涂平滑并且加上一些水或覆盖一层湿布,以防水泥干得太快而产生裂纹。心球墨铸铁管的喂线球化工艺是个什么工艺,应该如何做试验,应该如何试验研究呢?今天小编就给您详细介绍一下应该如何试验。 喂线法是将包有合金元素的包芯线直接插到铁液中,生产球铁,喂线机可以预置喂线速度喂线长度等参数,整个球化处理过程可以完全自动化。针对喂线球化中喂线速度铁液成分与喂丝量之间的关系,球化温度包芯线的性能以及球化污染状况等进行了试验。试验工艺流程喂线试验工艺流程。喂线工艺流程Fig Schematic of wire feeding process喂线球化丝线为φ mm,外包皮用厚度为0 mm的低碳薄带钢制作,内含球化材料,它是以螺旋卷状形式供应的。喂线机能把丝线按照一定的速度长度供给球化包。当喂线机速度和长度调整好以后,把盛有加热好铁液的球化包用平板小车运至球化包盖下,盖上包盖,操作喂线机,球化开始。包盖的作用是将球化过程中辐射出的强烈光线遮挡住,并能在很大程度阻止球化时散发热量,以减少球化温差。喂线完毕,待反应结束后,提起包盖,将球化包送出。若球化后取样,快速分析其成分不合格,还可以在短时间内补加丝线。



会集加净焦,选用全焦矿料制,停用球团矿,进步块矿配比; 选用小风量操作,避免炉凉呈现大的崩滑料; 移出炉内很多凉渣铁; 轻料抵达风口后组织休风,处置风口。在K下将该钢坯热锻成直径0mm的圆钢,并从圆钢的中心截取各种试样,进行模仿操控铸造试验 在试验过程中,查询了加工条件对硬度和强度的影响,球墨铸铁管研讨了能取得更高强度的低温加工条件和加工软质部用的高温加工条件。这样一个浮动支承机构有较强的适应性:不论何种原因造成球墨铸铁管摆放位置的偏差,只要偏差不大,水压机都可以有效的进行打压作业。这给水压机的工作带来很大的便利,不需要精确调整球墨铸铁管的插口位置,也能保证密封装置在高压状态下密封的可靠性。考虑到主液压缸的活塞杆推头装置插口装置的自重很大,在推头装置上设置了支撑导向装置。支撑导向装置由支撑杆和导向轮等组成。支撑导向装置保证了液压缸杆在整个工作过程中,不承受任何侧向力,改善了液压缸活塞杆的受力状态。为了对个对中机提供动力,液压系统配置二台单级叶片泵,型号为YB--BB--JL,配套电动机型号为Y0M--功率KW,转数000r/min。装出料档杆液压缸用一台双联叶片泵型号为YB--/,用一台电动机传动,电动机型号Y0M——,功率KW,转数000r/min。对中机液压系统中设有一个溢流阀,当推动杆不动作时,液压油通过此阀回到邮箱内,当需要推杆前进时,DT得电,溢流阀关闭,同时电磁换向阀DT得电,压力为0MPa的液压油经过换向阀DT,从油缸活塞后部流入推动推头前进,经~s后到达油缸前,由PLC控制装置指令推头自动返回原位,等待下一个指令。C级管是球墨铸铁管的 国际标准规定的产品名称,执行标准代号为ISO:009,在该标准中首次采用该代号,管材用途不变。但本标准与原标准ISO:00的主要不同点是:新标准管道(C级管分类是以管材允许工作压力等级分类,而原标准(如K9级管则是以管材壁厚等级分类。



合金化铸铁常用的合金元素有SiMnCuCrMoNiSnSbVTiP等。其中SiMnCrMoP以铁合金形式加入,CuNiSbSn以金属形式加入,VTi以铁合金或VTi生铁形式加入。加入时机在炉后(冲天炉炉内(感应炉还是炉前,需视它们的熔点氧化性和密度等而定。为了便于高熔点铁合金的熔吸,除控制粒度外,采用发热合金剂或喂丝加入法是比较理想的措施。 实践表明,将一部分FeMnFeCr与硅系孕育剂一起加入,对孕育有加权作用。在可能的情况下,推迟低合金化元素的加入时机,对性能影响有利。气密性检测是球墨铸铁管生产和使用过程中必不可少的工序,是保证产品质量,生产安全的重要工序气体泄漏的检测包括有毒气体的泄漏检测可燃气体的泄漏检测以及气密性检测。前两者多半可以通过化学传感器的方法来进行检测, 通常是在元件或系统使用过程中进行检测。如果有合适的传感器, 其方法相对简单。本文中介绍的气密性检测, 一般是在元件或系统制造过程中进行检测,通常需要定量检测, 而且要求快速大量地在生产现场进行。 青岛球墨铸铁管道采用0度素砼壁护。气密性检测需要在铸铁管上覆土,如果出现渗漏,又需要将土清理,破素砼等繁琐工作,这样不可避免的要影响工程进度,在常见的项目实施方法中,我们一般采取以下方式进行球墨铸铁管的气密性检查:气密性检测的常用方法有气泡法,涂抹法,化学气体示踪检漏法,压力变化法,流量法,超声波法等等。传统的检测泄漏方法多采用气泡法和涂抹法。气泡法是将工件浸入水中,充入压缩空气,然后在一定时间内收集从中泄漏出来的气泡以测出泄漏量。涂抹法是在内部充有一定气压的工件表面涂抹肥皂水一类的易产生气泡的液体,观察产生气泡的情况以检测泄漏量的大小。这两种方法操作简单,能直接观察到泄漏的部位和泄漏情况,但由于事先不知道工件泄漏的部位和几处泄漏,难以收集全气泡,影响测量的准确性;其次,对于体积大笨重外表面复杂的零件,气泡附着于零件底部和褶皱处而不易观察;测试完后需要对工件进行清扫干燥处理,无法实现自动定量测漏。因此这两种方法在满足高精度高率的生产需求方面显得力不从心。随着计算机电子传感技术的飞速发展,泄漏检测技术的发展将迎来新的发展契机。未来的气密性检测技术将向高精度效率智能化的方向进一步发展。 青岛球墨铸铁管气密性检测安装要点: 清理管口:将承口内的所有杂物清除擦洗干净。


球磨铸铁管是铸铁管的一种。质量上要求铸铁管的球化等级控制为1-3级(球化率》80%),因而材料本身的机械性球墨铸铁管制品库能得到了较好的改进,具有铁的实质、钢的功能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械功能杰出,防腐功能优异、延展功能好,密封效果好,安装简易、首要用于市政、工矿企业给水、输气,输油等。
在铁素体和珠光体基体上分布有必定数量的球状石墨,根据公称口径及对延伸率的要求不同,基体组织中的铁素体和珠光体的份额有所不同,小口径的珠光体份额一般不大于20%,大口径的一般控制在25%左右。
从持球墨铸铁管仓量来看,估计时间周期还得有两个周左右,05可能从交易量和持仓量上讲,成为主力。球墨铸铁管盘面近些天的走势验证了最近的两个逻辑:1.上周末到周一的回调是因为北方天气突然转冷,对需求预期打压,盘面利润兑现造成下跌。2.前文有提及,不要认为是反转点,下跌时幅度不够。近期盘面依然会偏强,主要体现在05上,01可能以区间震荡为主。另外昨日库存数据出炉,降库总共50万,对盘面依然有支撑,只是需要考虑后期降库的幅度是不是缩小,那么会对盘面是否造成压力形成反转,近期等待即可,日内交易偏多操作,长线持仓暂停,关注后期反转点。



