



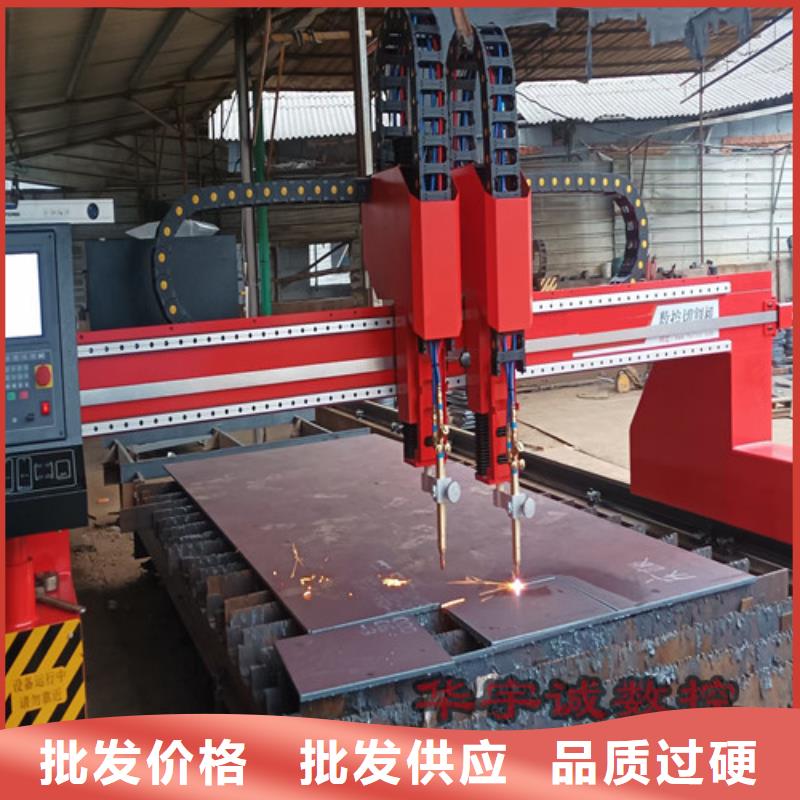





当前大家对于数控等离子切割机都是颇为感兴趣的,大家都想要了解一下数控等离子切割机,那么小美也是在网络上收集了一些关于数控等离子切割机的一些信息来分享给大家,希望能够帮到大家哦。
1、数控等离子切割机,就是指用于控制机床或设备的工件指令(或程序),是以数字形式给定的一种新的控制方式。
2、将这种指令提供给数控自动切割机的控制装置时,切割机就能按照给定的程序,自动地进行切割。
3、数控切割由数控系统和机械构架两大部分组成。
4、与传统手动和半自动切割相比,数控切割通过数控系统即控制器提供的切割技术、切割工艺和自动控制技术,有效控制和提高切割质量和切割效率。
5、 数控切割:是指数控火焰、等离子、激光和水射流等切割机,根据数控切割套料软件提供的优化套料切割程序进行全时、自动、高效、高质量、高利用率的数控切割。
6、数控切割代表了现代高科技的生产方式,是先进的优化套料计算技术与计算机数控技术和切割机械相结合的产物。
本文到此结束,希望对大家有所帮助。
数控等离子切割机的编程一般分为手动和自动两种方式,这两种方式有自己的优点,在一些情况下可以用自动编程,这就要根据实际的情况来决定用什么样的编程方式了,现在给大家介绍一下关于等离子数控切割机的编程方式。数控等离子切割机自动编程的加工过程零件轮廓坐标信息可由POLYLINE命令完成它是由一系列首尾相连的直线和圆弧组成。在图形数据库中以顶点(即相连点)子实体的形式保存信息与形状位置有关的信息有两个:一是顶点(VERT.Ex)的坐标值二是顶点凸度(BULGE)。PoLYline命令绘制后的实体轮廓外形可利用o与ectARX函数方便地知道各顶点的坐标值和凸度值这样就得到了零件轮廓上直线的起点、终点、坐标和圆弧起点、终点、半径、圆心的几何信息。在对轮廓要求不严格时如护栏花形、文字等也可用LINE命令利用粗插补的原理连续描述零件实体轮廓外形直接生成顶。数控等离子切割机手工编程大体过程如下:分析零件图样一数控工艺处理一数学处理一编写NC代码一校验、调试NC程序一首件试切一误差分析枯燥、繁琐、易出错、指令语法难记忆。而对复杂的加工零件描述点过多更不适用。自动编程时AutoCAD20oo可直接由二维图形描述零件轮廓的图形实体直接生成数控加工代码则可以避免人工编程复杂的记忆。明显提高编程效率和编程质量。尤其是在复杂的轮廓编程中更能发挥其优势。数控等离子切割机的编程一般分为手动和自动两种方式,这两种方式有自己的优点,在一些情况下可以用自动编程,这就要根据实际的情况来决定用什么样的编程方式了,现在给大家介绍一下关于等离子数控切割机的编程方式。数控等离子切割机自动编程的加工过程零件轮廓坐标信息可由POLYLINE命令完成它是由一系列首尾相连的直线和圆弧组成。在图形数据库中以顶点(即相连点)子实体的形式保存信息与形状位置有关的信息有两个:数控等离子切割机一是顶点(VERT.Ex)的坐标值二是顶点凸度(BULGE)。PoLYline命令绘制后的实体轮廓外形可利用o与ectARX函数方便地知道各顶点的坐标值和凸度值这样就得到了零件轮廓上直线的起点、终点、坐标和圆弧起点、终点、半径、圆心的几何信息。在对轮廓要求不严格时如护栏花形、文字等也可用LINE命令利用粗插补的原理连续描述零件实体轮廓外形直接生成顶。
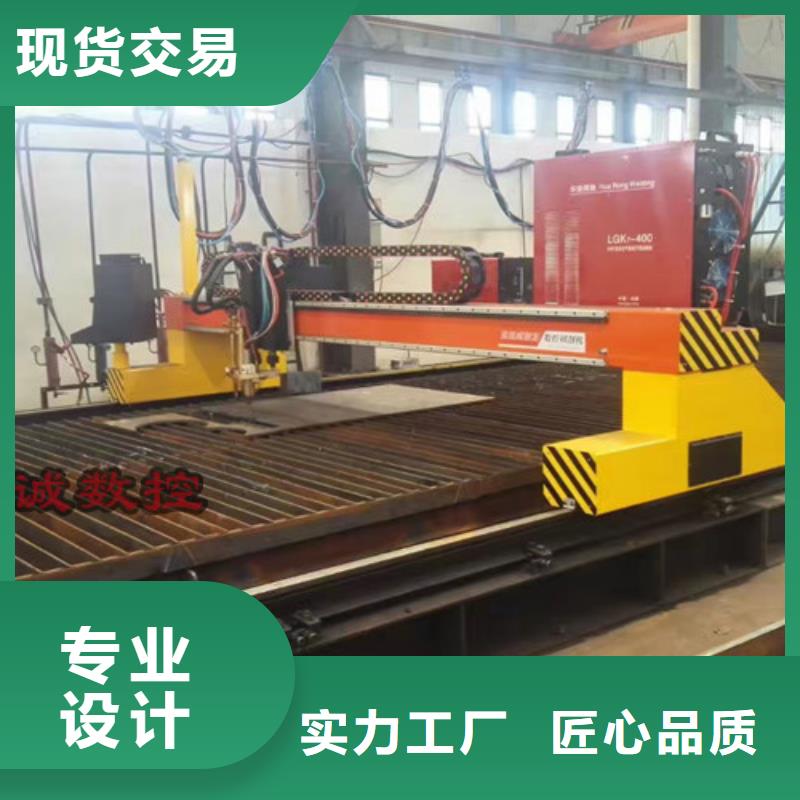
数控切割机行业的发展与日俱增,不断的改善,不断的提高性能,都是为了能够更好的给生产型企业带来更高效率的作业。
传统的火焰切割方式已经被淘汰了,主要是由于它的切割板材类别单一,在实际生产应用中范围太狭隘,现在用的比较多的不锈钢、铝合金等材料,都不能被满足,所以等离子切割技术的发展变得十分重要。
数控等离子切割机从初的切铝、不锈钢等板材,到现在能够切割碳钢等,都见证了其技术发展的迅速,等离子切割具有很多优势,比如切割板材速度较快、切割条件也比较容易设定、自动化也设计合理、支持无人化作业。火焰切割相比来说,要用到燃气,并且切割过程需要人工多次调节火焰参数大小,切割速度也比较慢,预热时间也会长一些,这样会一定程度上降低了生产效率,当然也不适合无人化生产。
等离子切割技术是以高温高速的等离子弧为热源、将被切割的金属局部熔化、并同时用高气流将已熔化的金属吹走、形成狭窄切缝。在传统的数控等离子切割机加工方式上,有70%以上的用户所接触和了解的都仅仅只是空气等离子切割工艺,当然,这也是由于空气等离子切割所具有的成本优势使得国内大多数用户企业难以接触更为优秀的等离子切割技术。以嘉倍德科技迅锋系列数控等离子切割机为代表的品牌设备制造商来看,数控等离子切割机在技术方面是集等离子切割技术、逆变电源技术、数控技术于一体建立在计算机控制、等离子弧特性研究、电力电子等学科共同进步基础之上的机械设备。等离子切割加工技术应用目前已在相关行业中得到广泛普及,从切割原理来说,不同类型的等离子切割机设备之间并无太大区别,之所以导致出现切割加工质量的差异,一方面取决于不同种类等离子切割机设备自身的质量及运行精度,另一方面则表现在选购的等离子切割机电源。以数控等离子切割机为例,在使用过程中因所选用的电源不同,其切割效果有普通与精细之分,加上设计结构的不同,综合反映在切割质量区别相对明显,这里武汉嘉倍德科技将为大家简要比较一下两类等离子切割机设备的区别。1. 类激光精细数控等离子切割机精细等离子弧电流密度很高,通常是普通等离子弧电流密度的数倍,由于引进了诸如旋转磁场等技术,其电弧的稳定性也得以提高,因此,其切割精度相当高。国产的Rapier精细等离子切割表面质量已达激光切割的下限,成本远低于激光切割。精细等离子目前较普通机用等离子价格要高很多,但是比激光切割机还是要便宜,而且精度也是激光切割机的下线,目前进口类代表主要有德国凯尔贝类激光精细等离子电源,美国飞马特精细等离子电源,美国海宝精细等离子电源,美国凯博精细等离子电源,国产类代表Rapier精细等离子切割电源。2. 空气数控等离子切割机根据所使用的主要工作气体,主要分为氩等离子弧切割、氧等离子弧切割和空气等离子弧切割等几类。切割电流一般在100A以下,切割厚度小于30mm。其价格较精细等离子电源价格要便宜,但是切割是的工件坡口度,毛刺和挂渣要多一些,客户购买时要了解自己加长的范围及精度要求,进口类主要代表有美国飞马通机用等离子电源,美国海宝普通机用等离子电源。
