








激光切割机的价格不低,少则几十万多则上百万。所以尽可能的延长激光切割机的使用寿命才能更好的节约生产成本,赢得更大的利益。由此可见激光切割机的日常保养和维护是十分重要的。下面主要从六个方面来进行说明。
一.循环水的更换和水箱清洗。在机器工作前一定保证激光管充满循环水,循环水的水质及水温直接影响激光管的使用寿命。所以要定期的更换循环水和对水箱进行清洗。这个一个星期进行一次。
二. 风机清洁。机器中的风机长时间的使用,会使风机里面积累很多的固体灰尘,让风机产生很大噪声也不利于排气和除味。当出现风机吸力不足排烟不畅时,就要对风机进行清洗了。
三. 镜片的清洁。机器上会有些反射镜和聚焦镜。激光是通过这些镜片反射、聚焦后从激光头发射出来。镜片很容易沾上灰尘或其它的污染物,造成激光的损耗或镜片损 坏。所以每天要对镜片进行清洁。清洁的同时要注意:1.镜片应轻轻擦拭,不可损坏表面镀膜;2.擦拭过程应轻拿轻放,防止跌落;3.聚焦镜安装时请务必保 持凹面向下。
四. 导轨清洁。 导轨、直线轴作为设备的核心部件之一,它的功用是起导向和支承作用。为了保证机器有较高的加工精度,要求其导轨、直线具有较高的导向精度和良好的运动平稳
性。设备在运行过程中,由于被加工件在加工中会产生大量的腐蚀性粉尘和烟雾,基这些烟雾和粉尘长期大量沉积于导轨、直线轴表面,对设备的加工精度有很大影
响,并且会在导轨直线轴表面形成蚀点,缩短设备使用寿命。所以每半个月清洁一次机器导轨。清洁前要关闭机器。
五. 螺丝、联轴节的紧固。运动系统在工作一段时间后,运动连接处的螺丝、联轴节会产生松动,会影响机械运动的平稳性,所以在机器运行中要观察传动部件有没有异 响或异常现象,发现问题要及时坚固和维护。同时机器应该过一段时间用工具逐个坚固螺丝。次坚固应在设备使用后一个月左右。
六. 光路的检查。机器的光路系统是由反射镜的反射与聚焦镜的聚焦共同完成的,在光路中聚焦镜不存在偏移问题,但三个反射镜是由机械部分固定的,偏移的可能性较大,虽然通常情况下不会发生偏移,但建议用户每次工作前务必检查一下光路是否正常。

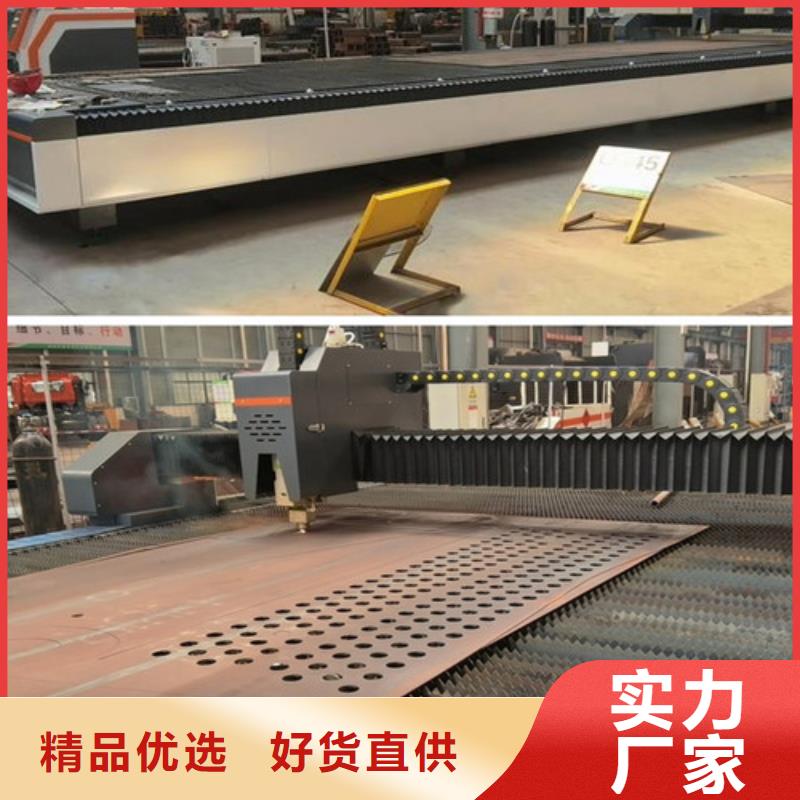
管材激光切割机产品特点
1.采用加厚钢板锻造,结构坚固,抗变形能力强,不乱耐用,形状美观。
2.搭载中功率灯泵浦激光器,可在加工幅面内切割任意图形。特别适合薄板金属的大幅切割,加工速度快,切割精度高。
3.配合跟随式动态调焦装置,实现了对不同厚度材料的随动对焦连续切割。
4.工作台面万向滚珠以及气动上料装置的配备,在上下料节省体力的同时,有效避免了板材被划伤,保证了切割品质。
5.履带轮回收料系统,利便了物料收集。
6.数字化独立操纵台,移动式控制手柄,操控利便,并有U盘对拷,USB数据线传输,网线连接等多种输入方式,可一台计算机控制多台激光机,节约本钱。
7.该设备还可选配一体式或分体式旋转装置,对金属管材进行定位打孔、开槽、切割。
综上所述皆是管材激光切割机的产品特点,下面继承来说 管材激光切割机合用材料及行业。
管材激光切割机合用材料及行业主要有一下几个:
精紧碳钢、不锈钢、合金钢、弹簧钢、铜板、铝板、金、银、钛等金属板材及管材。
适合应用于钣金、五金零部件、厨具、金属工艺品等各种金属切割领域。
管材专用激光切割机功能:
1、能在主管上切割多个不同方向、不同直径的圆管相贯线孔。
2、能在圆管端部切割斜截端面。
3、能切割与环形主管相交的支管相贯线端头。
4、能在圆管上切割方孔、腰形孔、圆孔。
5、能进行钢管截断。
6、能在方管管面切割各种图形。
浅谈光纤激光切割的主要优势以及注意事项 光纤激光切割机切割技术,仅在近3-5年。虽然许多公司都开始认识到这一技术,但也开始认识到光纤激光切割和更高的比普通的二氧化碳激光切割之间的差异。随着切割技术的不断改进,和光纤激光切割技术是业界前沿之一。
热切割方法包括火焰,等离子和激光切割技术,激光切割,以达到 的切割质量,尤其是小于1:1,优良特性和切割孔的直径和厚度比。因此,激光切割技术已成为行业内苛刻的精细切割。
在激光切割机,光纤激光切割了大量的关注,因为不仅提供二氧化碳激光切割速度和切割质量,维护和运行方面的成本显着降低。这使得光纤激光切割是很好的发展前景,不少专家认为,它会很快取代其他的激光切割系统。
光纤切割的主要优势
CO2激光切割技术,二氧化碳气体,产生的激光束的介质。然而,光纤激光器通过二极管和光纤电缆传输。通过二极管泵浦激光束光纤激光系统,然后通过一个灵活的光纤光缆,激光切割头,而不是通过镜子传输光束。这有许多优点,首先裁床的大小。气体激光技术,镜子必须在一定距离内,光纤激光技术的限制范围和不同的设置。甚至光纤激光器可以安装在等离子切割床,等离子切割头旁边的二氧化碳激光切割技术是没有这样的选项。同样,当气体和相同的权力切割系统,由于光纤弯曲的能力,使系统更加紧凑相比。
光纤切割技术是重要和有意义的优点是其能源效率。凭借固态数字光纤激光器模块,一个单一的设计,光纤激光切割系统具有比CO2激光切割的光电转换效率更高。 CO2切割系统的电源供应器,一般约8-10%的实际可用性。光纤激光切割系统,用户可以期望更高的功率效率,约在25-30%之间。换句话说,光纤切割系统切割系统的整体消费减少约3-5倍,比二氧化碳的能源,提高能源效率大于86%。
光纤激光器的波长更短的特点,从而提高在横梁上的切割材料的吸水性,但也使人们有可能减少,如黄铜和铜,以及非导电材料。比较集中的光束产生一个较小的重点和焦点深度较深,这样一个光纤激光器可以快速切割薄的材料和更有效的介质厚度材料的切割。 1.5kW的光纤激光切割系统,切割速度是相当于一个3kW CO2激光切割系统,切割速度,切割时厚为6mm材料。因为二氧化碳切割系统的成本比普通碳素纤维削减运行成本低,所以它可以理解为提高产量和降低营商成本。
相同的维修问题。二氧化碳气体激光系统需要定期保养;镜需要维护和校准,空腔需要定期维护。另一方面,光纤激光切割解决方案,几乎不需要维护。 CO2激光切割系统需要CO2激 体腔,由于纯度的二氧化碳气体,污染,需要定期清洗。对于一个数千瓦的二氧化碳系统,这至少要花费每年¥ 20000。此外,许多二氧化碳切割高速轴流涡轮的需求,传输激光的燃气涡轮机需要维修和翻新。 ,CO2切割系统,光纤切割解决方案更紧凑,在这个星球上的影响,因此它们需要较少的冷却,能源消耗显着降低。
较少的维护和较高能效相结合使得光纤激光切割和二氧化碳激光切割系统相比,排放较少的二氧化碳,而且更加环保。
采用光纤激光切割的注意事项
采用光纤激光切割时需考虑的几点重要事项。首先是护眼。光纤激光系统发出的光波长对眼睛有害,所以必须采取护眼措施。由于该技术出现仅不到5年时间,所以强烈建议进行有关适当的系统操作和的综合培训。很多操作工都没有使用光纤激光切割的切割经验,所以应通过对操作光纤切割系统进行好的初始培训来弥补缺乏的经验。
另一项需要注意的是要切割的材料。虽然光纤激光切割机擅长切割大部分材料,但是其不能用于切割丙烯酸类或聚碳酸酯类材料,而且仅能切割有限应用领域中的木质或纤维材料。同时,对于确定何时使用光纤激光切割来说,要切割材料的厚度是一项很重要的因素。较厚的材料需要更大的功率切割,而这些情况下,激光切割可能并非是很好的选择。此时可以正好利用将光纤激光安装在等离子切割头旁边的功能。在快速、便捷切换至等离子切割前,操作工可以使用光纤激光切割要求公差小的较薄材料。甚至可以使用2种不同的切割方法切割同一零件。例如,操作工可以选择使用等离子切割零件的外部,然后使用光纤激光切割内部形状。
金属激光切割机与其他切割工艺之比较 与其他热切割方法相比,同样作为热切割过程,别的方法不能象激光束那样作用于一个极小的区域,结果导致切口宽、热影响区大和明显的工件变形。金属激光切割机能切割非金属,而其它热切割方法则不能。
(1)水切割。可切割许多金属材料,但费用很高。
(2)等离子切割。切割速度明显快于氧乙炔切割,但切割质量较差,切边顶部呈圆头状,切边明显起波浪形,还要防止电弧产生的紫外线辐射。它稍优于激光切割机之处在于适合切割较厚钢板和对光束反射率高的铝合金等。
(3)锯切。切割薄金属,其速度明显比激光切割慢,而且激光作为一个灵活的无接触、仿形切割工具,可从材料的任何一点开始切向任何方向切割。这一点,锯切是难以做到的。
(4)复杂零件分段冲切。一般情况下,冲床经常要冲切比模具尺寸大得多的工件,有些工件还很复杂,这就导致切边呈许多小贝壳状刃口,需要第二次预备性加工整修。另外冲头会形成比激光切割机宽得多的切口,产生大量铁屑。
(5)模冲。大量生产零件用模冲方法成本低,生产周期短。但它对设计上的变化的适应性很差,新的模具需要长时间设计,造价高,对中、小规模的生产来说,激光切割的特点就会充分显示。另外,激光程控切割便于工件紧密编排,节省材料,而模冲则需要每个工件周围预留材料。
(6)电加工。一般,有利用电腐蚀或熔解效应的电火花和电化学加工两种方法,用于坚硬材料的精细加工,切口粗糙度较好,但切割速度要比激光切割机速度慢几个数量级。
(7)氧-可燃体(如乙炔)切割。这种方法主要用于切割低碳钢,由于它热输入影响大,切割速度低,很少被用来切割20MM以下要求尺寸的材料。
