





保定爆款数控钢筋自动滚丝线精品制造


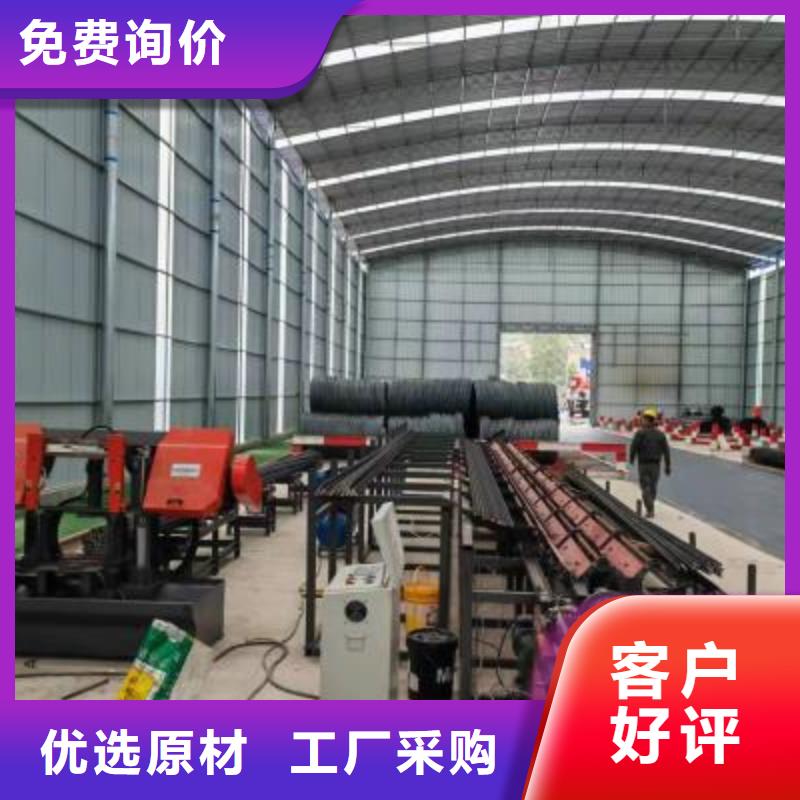
保定DLH-450型锯切套丝生产线主要由备料架(1)、锯前输送轨道(2)、锯切主机(3)、锯后输送卸料轨道(4)、一号送料平台(5)、一号送料辊道(6)、二号送料平台(7)、二号送料平台送料辊道(8)、一号套丝机(9)、二号套丝机(10)、套丝成品储料槽(11)、锯切余料储料槽(12)、电控柜、操作柜十四部分组成。设备采用数字化控制,响应速度快,具有结构简单、易操作、效率高、功能强、维护方便的特点。(如需钢筋打磨机可定制)墩粗打磨自动套丝生产线详细技术参数钢筋传送速度90m/min平均耗电量6kw/h料仓级数4*2镦粗机直径范围16-32mm的钢筋镦粗后钢筋直径比母材增大5mm镦粗力3000KNM打磨机直径范围12-50mm的钢筋铣刀电机转数1440转/分钟端头平整精度±0.3mm套丝直径范围12-40mm的钢筋套丝长度100mm锯切套丝打磨墩粗生产线占地面积29m*8.5m*2m
保定数控钢筋剪切生产线设计特点说明:各部位采用了可调地脚板设计,可适应不同高度地面,单独调整。送料电机采用变频启动,降低了电机启动时的震动;在钢筋对齐时逐渐降低速度,减小钢筋与挡板的冲击力,可更有效的对齐。采用液压缸驱动剪切,特点:同等剪切力下,重量轻,体积小;依靠油液的连续流动进行传动。油液有吸振能力,在油路中设置液压缓冲装置,故不像机械机构因加工和装配误差会引起振动撞击,使传动十分平稳,采用液压缸压紧钢筋,并带有导向柱,压紧力大,平整,保证剪切钢筋时的稳定性。液压剪刀小角度设计,降低了机架剪切时承受的侧向力,提高了使用寿命;剪刀固定架,刚性足,整体性好;导向采用柔性材料,并设有调节结构,可有效防止存在阻碍点时对剪刀固定架的冲击。液压剪前设置了剪体辊道,靠近剪刀的一端配有两个气缸,控制辊道升降,剪切钢筋时,可与液压缸剪切同步运动,钢筋送料端在剪切时不会变形。剪后辊道采用丝杆升降电机整体驱动,调整尺寸准、快速、方便。剪后辊道卸料杆分为三段设计,可根据不同钢筋长度满足单独工作、配合工作、同时工作的需求,可节省用气量,提高响应速度。
保定数控钢筋剪切线产品特点:1、剪切后辊道采用进口PLC控制,移动式轨道加固定挡板,精度高;2、液压式剪切系统,故障率低,可靠性高,剪切能力强;3、多挡板设计,定位速度快,效率高;4、双向收料机构,成品存放量提高一倍;5、配置套载,可大大提高材料的利用率;6、控制系统:汇川PLC,汇川变频器,威伦触摸屏。一、钢筋剪切生产线优势:1、该机引进欧洲设计理念,经消化吸收并结合国内钢筋实际加工情况而研发的一种新型率钢筋剪切设备,用于棒材钢筋的切断。2、 通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。3、 采用液压剪切方式,体积小、剪切力大、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,剪切时,钢筋不会转动,钢筋切头均匀。4、动刀片采用斜刀口设计,剪切能力大大提高;5、合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护。6、PLC控制,可设置钢筋数量、规格等,具备记忆、存储功能;

保定数控钢筋锯切套丝生产线引进德国技术水平,是一款主要针对于不同钢筋直径、高精度钢筋棒材的锯切,套丝,保定全自动数控锯切套丝一体机,能够将钢筋棒材按照需求,自动锯切成所需要长度,并对下好料的棒材进行分类储存,套丝,全自动化大型的数控钢筋锯切套丝设备。,采用伺服电机,锯切精度高。锯切后的钢筋自动分料,套丝方便。 2, 通过变频电机驱动丝杠机构来调整剪切刀口与定位挡板之间的距离,采用编码器测量,定尺精度高,可达±2mm,可剪切各种长度的钢筋。3, 采用液压锯切方式,体积小、产量高,与一些厂家的机械冲剪方式相比,具有噪音低,使用寿命长,设备运行稳定等特点;与此同时钢筋采用油缸压料,压力大,锯切时,钢筋不会转动,钢筋切头均匀。4,锯床采用国内专用的双面夹紧锯床。5、合理的气动系统设计理念,主管道采用不锈钢管传输,降低了压缩空气损耗;电磁阀安装在相应控制气缸的下方,响应速度快,便后维护。
