您的位置>首页 >辽阳当地今日推荐News >
摩托车减震器用冷轧精密无缝钢管型号齐全
发布时间: 2024-09-08 05:41:11 浏览次数:1
以下是:摩托车减震器用冷轧精密无缝钢管型号齐全的产品参数
| 产品参数 |
|---|
| 产品价格 | 4.5/米 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 9999 |
|---|
| 运费说明 | 电联 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 大金钢管 |
|---|
| 发货城市 | 山东聊城 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 金属制品,机械制造 |
|---|
以下是:摩托车减震器用冷轧精密无缝钢管型号齐全的图文视频
导读 在辽宁省辽阳市采买摩托车减震器用冷轧精密无缝钢管型号齐全到辽宁省辽阳市大金钢管制造,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王经理-15806808820,QQ:1365789918,地址:《聊城经济开发区工业园发货到辽宁省 辽阳市 白塔区、文圣区、宏伟区、弓长岭区、太子河区、灯塔市》。 辽宁省,辽阳市 辽阳是东北古老的城市之一,是拥有两千多年历史的文化名城。战国时期,为燕国辽东郡治所,秦沿燕制。汉初辽阳为辽东国首府,后仍将辽东郡治设于此。公孙氏时期,襄平为平州及辽东郡治。西晋初年,襄平再次成为辽东国首府,后改平州治。东晋时期,辽阳先后被前燕、前秦、后燕、高句丽等地方民族政权占据。唐代辽阳为辽城州治所,一度成为安东都护府府治。辽、金时期,设东京辽阳府。元代为辽阳行省驻地。明设辽东都指挥使司,统辖辽宁全境。清初曾在辽阳建都,后设辽阳府辽阳县,再改辽阳县为辽阳州。民国置辽阳县。

精密管的应用已经在很多的地区得到了应用,主要用在金属行业,建材行业和一些建筑管道行业进行展开。但是精密管的生产要遵循一定的技术,加工的技术的工艺流程是非常重要的,那么常规的技术是不能少的,下面我们主要来看一下精密管的生产工艺流程。
精密管的生产工艺主要包括冷拔,热轧和热扩。主要的加工程序有坯料锯切工序,环形炉加热工序,穿孔工序,轧管工序,定径工序,冷床工序,矫直工序,切管吹灰工序,漏磁探伤工序,表面检查和测长称重到打包入库。
主要的技术标准有结构用无缝钢管GB/T8162-2008输送流体用无缝钢管GB/T8163-2008低中压锅炉用无缝钢管 GB3087-2008液压支柱用热轧无缝钢管GB/T1396-1998高压锅炉用无缝钢管GB5310-2008API套管和油管规范 API5CT管线钢管规范API5L-44低温管道用无缝钢管GB/T18984-2003。
大金钢管制造有限公司
精密钢管在热处理工艺中淬火工序造成的废品率往往较高,这主要是在淬火过程中,同时形成较大
的热应力与组织应力,此外,由于精密钢管内在的冶金缺陷、选材不当,错料、设计上的结构工艺
性差、冷、热加工过程中形成的缺陷等因素,均容易在淬火、回火工艺中暴露出来,因此对零部件
淬火、回火后的缺陷必须进行系统的分析与调查。 淬火变形与淬火裂纹 在实际生产中,应该根
据淬火变形与淬火裂纹的形成原因采取有效的措施。精密管热处理尽管做到均匀加热及正
确加热:工件形状复杂或截面尺寸相差悬殊时,常因加热不均匀而变形。为此,工件在装炉前,对
不许淬硬的孔及截面突变处,应采用石棉绳堵塞或绑扎等办法,以改善其受热条件,对一些薄壁圆
环等易变形零件,可设计特定淬火夹具,。这些措施既有利于加热均匀,又有利于冷却均匀。工件
在炉内加热时,应均匀放置,防止单面受热,应放平,避免工件在高温塑形状态因自重而变形。对
细长零件及袖类零件尽量采用井式炉或盐炉垂直悬挂加热。限制或降低加热速度,可减少工件截面
温差,使加热均匀。因此对大型锻模、高速钢及高合金钢工件,以及形状复杂、厚薄不匀、要求变
形小的零件,一般都采用预热加热或限制加热速度的措施。合理选择淬火加热温度,也是减少或防
止变形、开裂的关键。

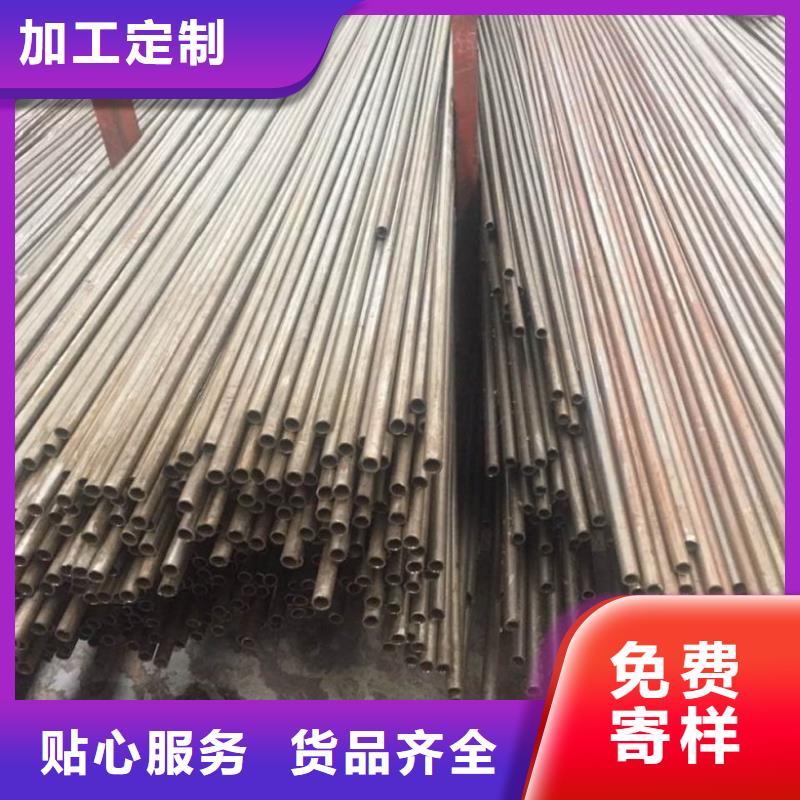
精密无缝管的特有的特点是啥
1.精密管厂家生产的精密无缝管和无缝管的差别油后便可做成、无缝管关键特点是无焊接
缝,可承载很大的工作压力。产品能够是很不光滑的铸态或冷拨件。精密无缝管是近些年来发生的
产品,主要是内螺纹、表面规格有严格要求的尺寸公差及表面粗糙度。
2.冷拉精密无缝管的特点直径更小。高精度可做小批量生产生冷食物拔制成品高精度,表层质
量好。无缝钢管横总面积更繁杂无缝钢管功能更优越,金属材料较为密。热扎精密无缝管后的差别
热扎精密无缝管用轧钢圆管料方坯或初轧方坯作原材料,经步进式热处理炉加温,髙压水除鳞后加
入粗挤压机,粗轧料经切头、尾、再进到精挤压机,执行计算机系统控制冷轧,终轧后即经由层.流
制冷和卷取机放卷、变成直发卷。
3.直发卷的头、尾通常呈舌状及鱼身状,薄厚、总宽精密度较弱,边缘常存有浪形、压边、塔
形等缺点。其卷重较重、卷钢直径为760mm。将直发卷经切头、切尾、裁边及多道次的校直、整
平等铸轧线解决后,再切板或重卷,即变成:热轧钢、整平热轧圆钢卷、纵剖带等产品。
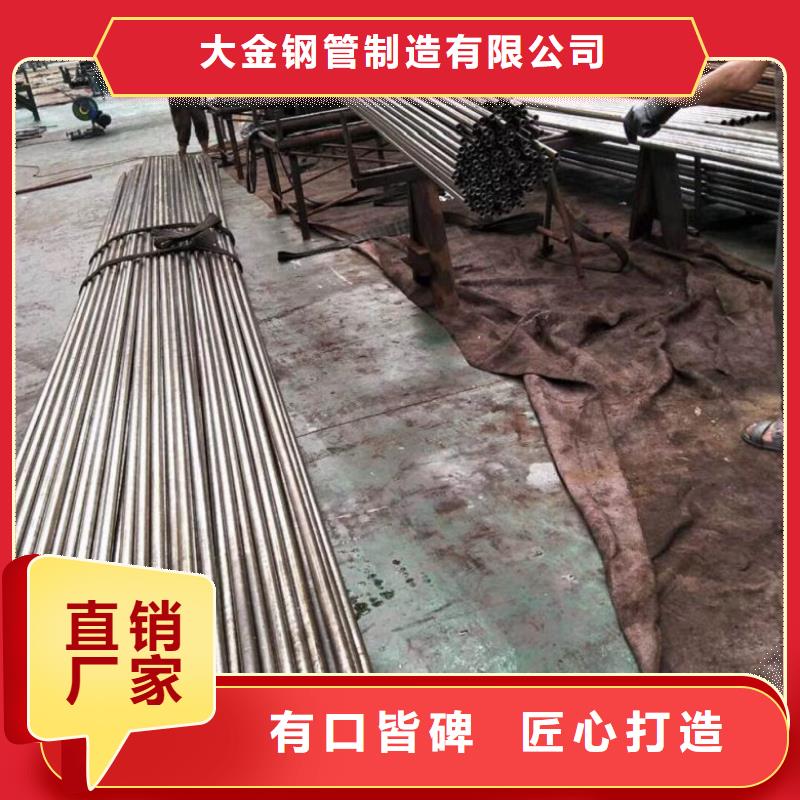
大金钢管制造有限公司

精密管(SSAW)是带钢卷管时其前进方向与成型管中心线有成型角(可调整),边成型边焊接,其焊缝成螺旋线,优点是同一规格的带钢可生产多种直径规格的钢管,原料适应范围较大,焊缝可避开主应力,受力情况较好,缺点是几何尺寸较差,焊缝长度相比直缝管长,易产生裂纹、气孔、夹渣、焊偏等焊接缺陷,焊接应力呈拉应力状态。
精密管生产厂家国外将此工艺改进后将原料改为,使成型与焊接分开,经预焊和精悍,焊后冷扩径,则其焊接质量接近UOE管,目前国内尚无此种工艺,是我国厂改进的方向。“西气东输”所用仍然是按传统工艺生产,只是管端进行了扩径。美国、日本和德国总体上否定SSAW,认为主干线不宜使用SSAW;加拿大和意大利部分使用SSAW,俄罗斯少量使用SSAW,而且都制定了非常严格的补充条件,由于历史原因,国内主干线多数还是使用SSAW。
大金钢管制造有限公司

总结 选购摩托车减震器用冷轧精密无缝钢管型号齐全来辽宁省辽阳市找辽宁省辽阳市大金钢管制造,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王经理-15806808820,{QQ:1365789918},地址:经济开发区工业园。