


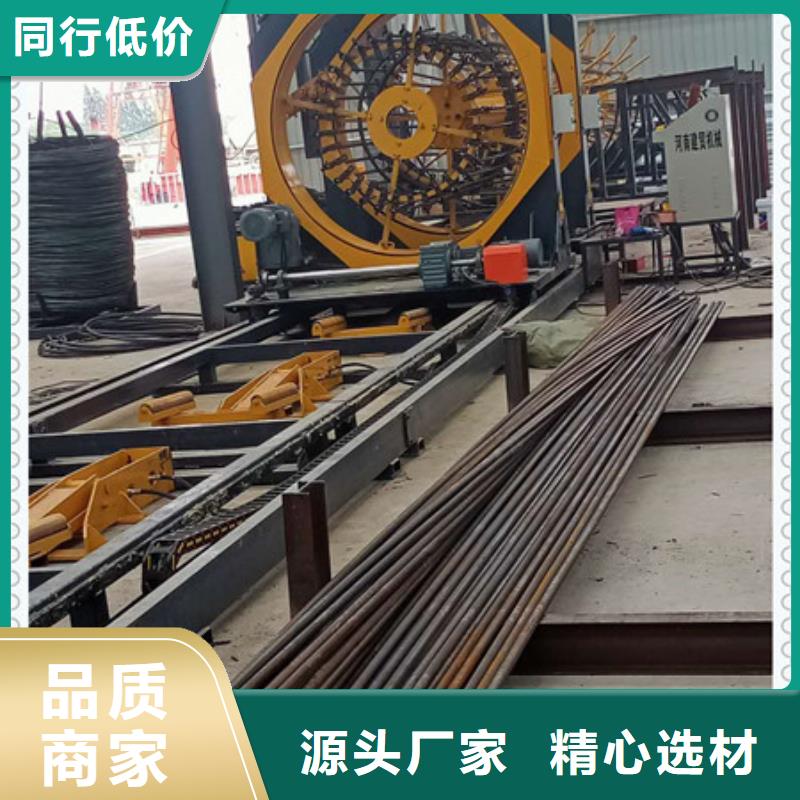


灌注桩绕筋机地滚机灌注桩二保焊机选用PLC和直流变频控制系统,使灌注桩的绕筋精密度到1米内,间隔偏差5mm之内;绕筋积极给料,矫直总体设计,防止了之前灌注桩制做全过程中绕筋过软或偏细时,绕筋在主筋上产生棱形并非圆弧状的弊端;绕筋、主筋可双筋一起制做;全自动送料系统软件选用智能化系统操纵,可让大中型灌注桩的制做变的更为轻轻松松;灌注桩主筋能够用套筒规格或对接焊联接加長;灌注桩机器设备选用液压机支撑点升高或降低,能保证建筑钢筋制做全过程不形变,不动焊;选用CO2维护焊、电焊焊接,电焊焊接更快,无焊差,性价比高或选装全自动电焊焊接设备;使用方便,只需2-3人操,如娴熟实际操作每日可生产制造700米长的灌注桩。
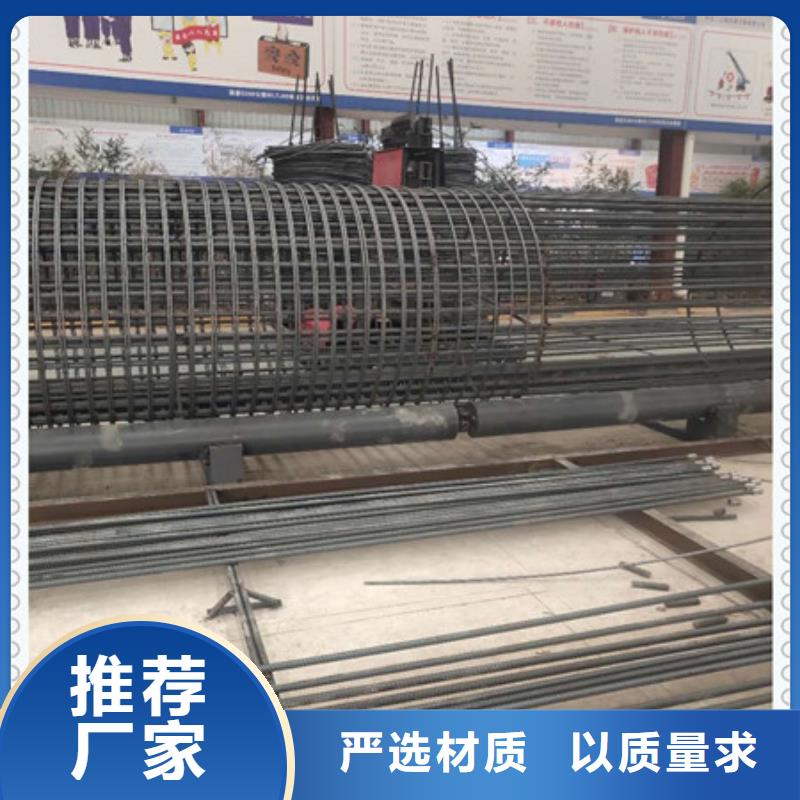
滚笼机箍筋是如何进行的用以生产加工环形的灌注桩,长短能够超过30米左右,直徑2.5米。灌注桩周边为螺旋状电焊焊接箍筋,箍筋间隔能够由程序流程事先设置。本机器设备具备下列优势:(1)机器设备只需1人实际操作;(2)?高品质:电子计算机自动控制系统能够保证纵向钢筋很好地属在这条平行线上;(3)电子计算机自动控制系统能够操纵螺旋式筋间隔,灌注桩不容易出現扭曲状况。(4)具备机器人焊接,保持全自动电焊焊接。
2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。
3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,半自动钢筋笼滚焊机可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。
4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。
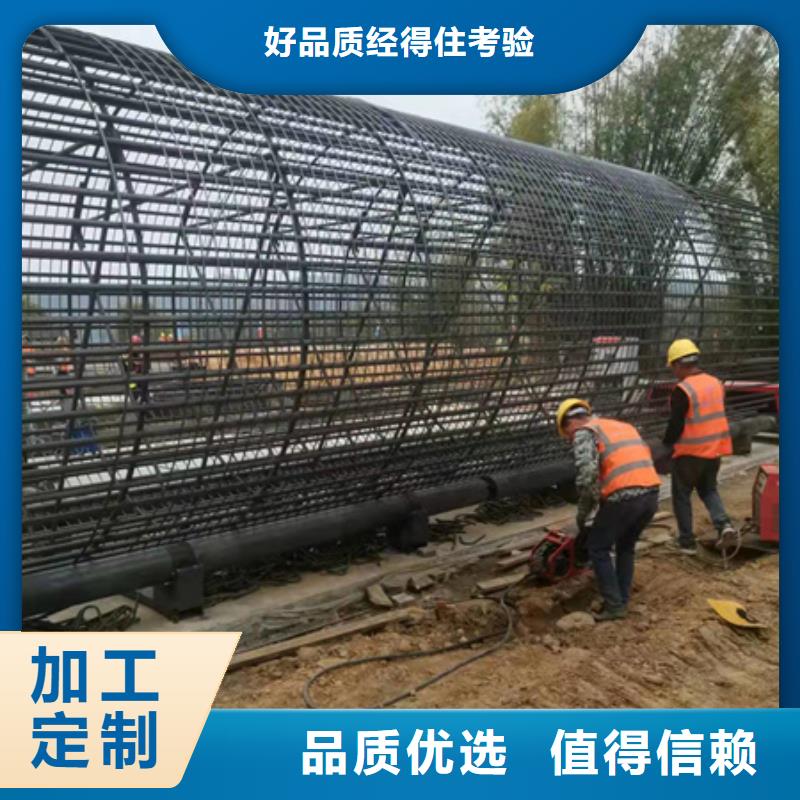
 该设备可自动一次性成型长度为2m-27m的钢筋笼,并配有自主知识产权的智能化焊接机械手,比手工绑扎笼子生产效率高、节省材料,笼子坚固,外形标准。广泛应用于大型桥梁、高速铁路建设等领域的灌注桩施工中。
该设备可自动一次性成型长度为2m-27m的钢筋笼,并配有自主知识产权的智能化焊接机械手,比手工绑扎笼子生产效率高、节省材料,笼子坚固,外形标准。广泛应用于大型桥梁、高速铁路建设等领域的灌注桩施工中。产品特点: ◆ 自动送线机构,可在线调整间距,误差小,成型质量高。 ◆ 自动焊接,焊点,减轻劳动强度。 ◆ 变频控制拖笼机构,行走精度高。 ◆ 自动托笼设计,避免焊接过程中因笼子自重导致其弯曲变形。 ◆ 自动上料装置,加快上料速度,提率。 ◆ 模板采用模板环加导管组合,可快速更换笼子直径和变换笼子主筋根数。 ◆ 平立辊式矫直装置,矫直效果好,寿命长。 ◆ 控制系统:松下plc、松下触摸屏、abb变频器。
?三、查验芯棒,挡块、 应无毁坏和裂痕,保护罩拧紧靠谱,经空机运行确定一切正常即可作业。
??四、作业时,将建筑钢筋需弯的一只插在 固定不动常备的空隙内,另一头紧贴外壳固定不动合用手卡紧,查验外壳固定不动, 的确安在遮挡建筑钢筋的一边即可起动。
?五、作业中禁止拆换芯棒和转换视角及其变速等作业,亦不得给油或。
六、弯折建筑钢筋时,禁止生产加工超出机械设备要求的钢筋规格、根数及机械设备转速比。
七、弯折高韧性或高合金钢筋时,应按机械铭牌要求换标较大限定直徑,并替换相对的芯棒。
??八、禁止在弯折建筑钢筋的作业半经内和外壳不设固定不动的一边站人。弯折好的半成品加工应堆积齐整,弯勾不可朝上。
 jmc
90204
jmc
90204

