
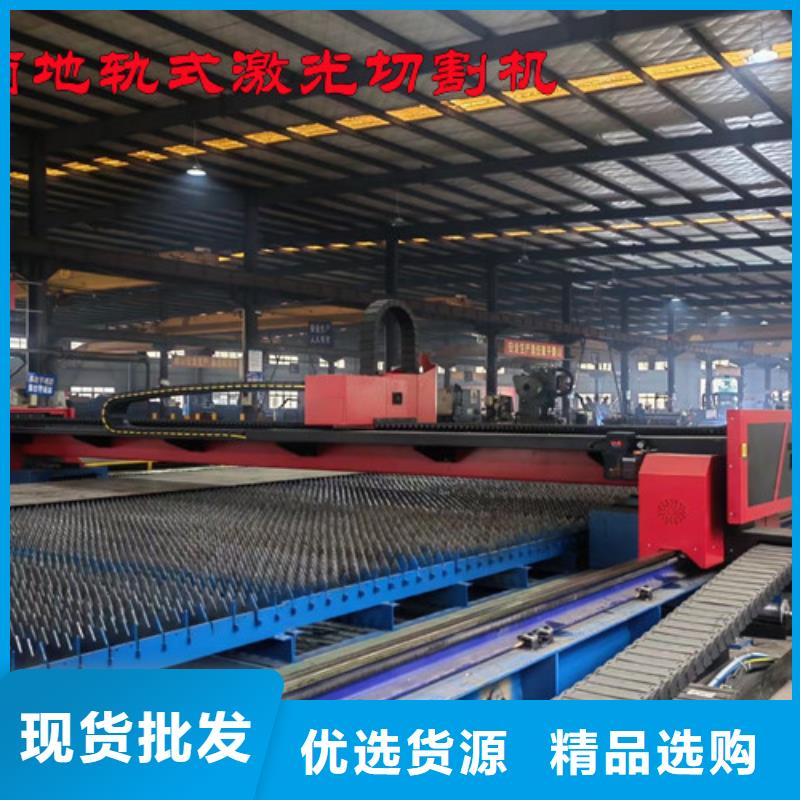










激光切割机的价钱不低,从几十万到几百万不等。因此,我们要尽可能延长激光切割机的使用寿命,可以节约生产成本,赢得更大的效益。由此可见,对此机器的日常维护非常重要,那么它的机床保养方法有哪些呢?跟随小编来了解一下吧。激光切割机一、更换循环水和清洗水箱:需要确保激光切割机的激光管在机器工作前充满循环水。循环水的质量和温度直接影响激光管的使用寿命。因此,需要定期更换循环水,清洗水箱。二、长期使用风机风机:清洗机会在风机,堆积大量固体粉尘,使风机产生大量噪音,不利于排气除臭。当风机吸力不足,排烟不畅时,应清洗风机。三、镜头的清洁:激光切割机上会有一些镜子和聚焦镜。激光被这些透镜反射和聚焦,然后从激光头发射出去。镜头容易沾染灰尘或其他污染物,可能导致激光损失或镜头损坏。所以每天清洗镜片。清洁时注意:1、镜片应轻轻擦拭,不要损坏表面涂层;2、擦拭过程中应小心操作,防止掉落;3、安装聚焦镜时,请保持凹面向下。四、导轨清洗:导轨和直线轴是设备的核心部件之一,其功能是对作用进行导向和支撑,为了保证机床的高加工精度,要求导轨和直线具有较高的导向精度和良好的运动稳定性。在设备运行过程中,工件加工过程中会产生大量的腐蚀性粉尘和烟雾,长期沉积在导轨和直线轴表面,对设备的加工精度影响很大,并在导轨直线轴表面形成腐蚀斑,从而缩短设备的使用寿命。因此,每半个月清洁一次机器导轨。清洁前关闭机器。五、螺钉和联轴器的紧固:运动系统工作一段时间后,运动关节处的螺钉和联轴器会松动,影响机械运动的稳定性。因此,在激光切割机运行过程中,需要观察传动部件是否有异常声音或异常现象,发现问题及时加强和维护。同时,机器应在一段时间后用工具逐个拧紧螺钉。六、光路的检查:激光切割机的光路系统是通过反射镜的反射和聚焦镜的聚焦完成的。在光路上,聚焦镜没有偏移问题,但是三面镜是用机械部件固定的,偏移的可能性大。虽然偏移通常不会发生,但建议用户在每次工作前检查光路是否正常。
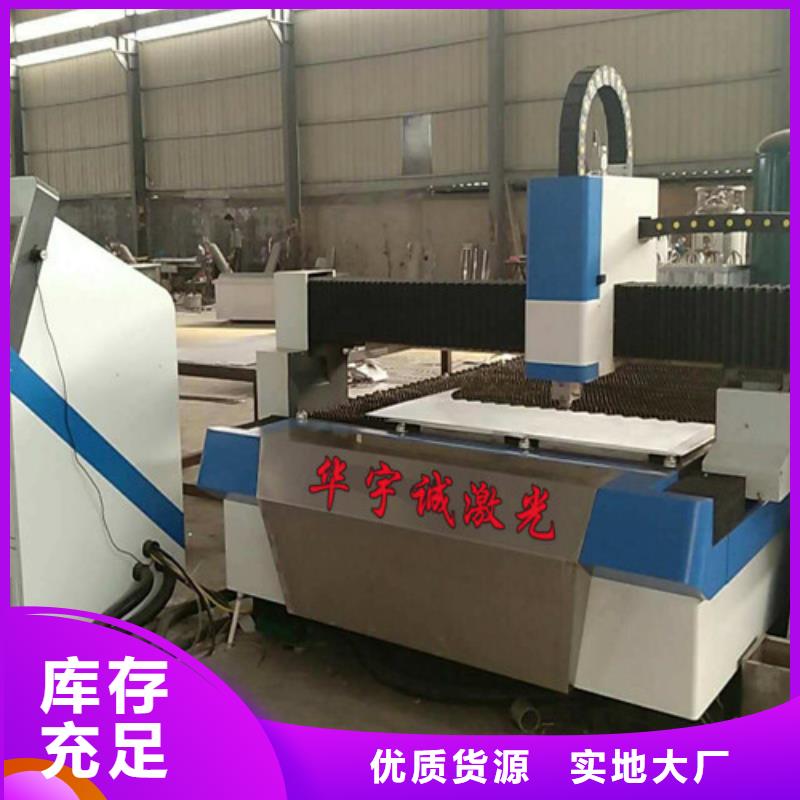
首要组成部分为电路体系、传动体系、冷却体系、光源体系、除尘体系。日常要点需要保护的部分首要是冷却体系、除尘体系、光路体系、传动体系。此外,良好的作业环境和正确的操作习惯也有利于延伸设备的运用寿命。如何延长光纤金属激光切割机的使用寿命如何延长光纤金属激光切割机的使用寿命一、冷却体系保养水冷机内部的水需要定时替换,一般替换频率为一星期。循环水的水质及水温直接影响激光管的运用寿命,建议运用纯净水或蒸馏水。长期不换水容易构成水垢,然后堵塞水路,所以一定要定时换水。冷却水负责带走激光管发生的热量,水温越高,光输出功率越低;断水时会因激光腔内积热而导致管端炸裂,甚至损坏激光电源。所以随时查看冷却水是否疏通是十分必要的。当水管有硬折或掉落,以至水泵失灵时,必须要及时修复,以免功率下降甚至造成金属光纤激光切割机损坏。如何延长光纤金属激光切割机的使用寿命
激光切割机的几项关键技术是光、机、电一体化的综合技术。任何一种热切割技术除少数情况可以从板边缘开始外一般都需要在板上穿一小孔。早先在激光冲压复合机上是用冲头先冲出一孔然后再用激光从小孔处开始进行切割。对于没有冲压装置的激光切割机有一下两种穿孔的基本方法:激光切割机1、穿孔:材料中间形成凹坑,然后用与激光束同轴的氧气流快速去除熔融材料,形成孔洞。孔的大小一般与板厚有关,穿孔的平均直径是板厚的一半。因此,对于较厚的板材,穿孔的孔径较大且不圆,不适合用在要求较高的部位,只能用在废料上。此外,由于激光切割机穿孔使用的氧气压力与切割使用的氧气压力相同,飞溅较大。2、脉冲穿孔:使用高峰值功率的脉冲激光熔化或汽化少量材料,经常使用空气或氮气作为辅助气体,减少放热氧化造成的孔洞膨胀,切割时气压低于氧气。每个脉冲激光只产生一个很小的粒子射流,一步一步深入,所以厚板冲压需要几秒钟。射孔完成后,辅助气体变为氧气进行切割。因此,射孔的直径较小,其射孔质量优于射孔。用于此目的的激光切割机不仅要有较高的输出功率;更重要的是时间光束的时空特性,所以一般的横流CO2激光切割机不能满足激光切割的要求。激光切割机切割穿孔的方式就是上述两种基本的方式了。此外,脉冲穿孔需要可靠的气路控制系统,以实现气体类型和气压的切换以及穿孔时间的控制。在脉冲穿孔的情况下,为了获得高质量的切割,应注意从工件静止时的脉冲穿孔到工件恒速连续切割的过渡技术。
激光切割机切割不锈钢的时候,有辅助气体为氧气、氮气或者空气的加工方法,根据加工目的选择辅助气体的种类。当然,不同气体其切割面氧化程度就不同,对切割速度也有一定的影响。使用氧气,在边缘氧化不要紧的情况下;使用氮气以得到无氧化无毛刺的边缘,就不需要再作处理了。在板材表面涂层油膜会得到更好的穿孔效果,而不降低加工质量。当板件厚度小于3mm的时候,因为有氧化反应效果可以达到高速化。但是当板件厚度大于3mm的时候,使用熔融金属流动良好的氮气进行无氧化切割时,则可以提高切割的速度。使用空气情况接近于氮气的加工特性,但在切割面粗糙度和粘渣量方面的效果不如使用氮气的好。氧化后的切割面表面硬度约为原来的2倍,但是范围小。这个特性及在表面粗糙度良好的无氧化切割中,切割面的粗糙研磨不坏容易,而使用氧气的加工面不易研磨。
