您的位置>首页 >山南本地行业频道 >
76*2.5不锈钢复合管、76*2.5不锈钢复合管厂家直销-诚信经营
发布时间: 2024-09-08 14:14:12 浏览次数:1
以下是:76*2.5不锈钢复合管、76*2.5不锈钢复合管厂家直销-诚信经营的产品参数
| 产品参数 |
|---|
| 产品价格 | 215元/米 |
|---|
| 发货期限 | 3-7天 |
|---|
| 供货总量 | 8989999 |
|---|
| 运费说明 | 电议 |
|---|
| 是否厂家 | 是 |
|---|
| 发货城市 | 山东 聊城 |
|---|
| 产品产地 | 山东 聊城 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 桥梁 道路 公路 公园 景观 |
|---|
| 品牌 | 鑫海达 |
|---|
| 产地 | 山东 |
|---|
| 是否直销 | 厂家直销 |
|---|
| 是否定制 | 可定制 |
|---|
| 型号 | 201/304/316 |
|---|
| 颜色 | 按需喷色 |
|---|
| 尺寸 | 按需定做 |
|---|
以下是:76*2.5不锈钢复合管、76*2.5不锈钢复合管厂家直销-诚信经营的图文视频
导读 76*2.5不锈钢复合管、76*2.5不锈钢复合管厂家直销-诚信经营,西藏山南市鑫海达金属制品为您提供76*2.5不锈钢复合管、76*2.5不锈钢复合管厂家直销-诚信经营,联系人:许经理,电话:13969572018、15106359749,QQ:1271858886,请联系西藏山南市鑫海达金属制品,发货地:聊城开发区工业园发货到西藏 山南市 乃东区、扎囊县、贡嘎县、桑日县、琼结县、曲松县、措美县、洛扎县、加查县、隆子县、错那市、浪卡子县。 西藏自治区,山南市 山南市,史称“雅砻”,是西藏自治区下辖地级市。位于东经90°14"至94°22"、北纬27°08"至29°47"之间,地处青藏高原冈底斯山至念青唐古拉山脉以南的雅鲁藏布江中下游,北接西藏首府拉萨市,西与日喀则市毗邻,东与林芝市相连,南与印度、不丹两国接壤,面积79090平方千米,约占中国西藏自治区总面积的十五分之一。山南市拥有600多千米长的边界线,南面与不丹国接壤,具有重要的战略位置,是中国的西南边陲。
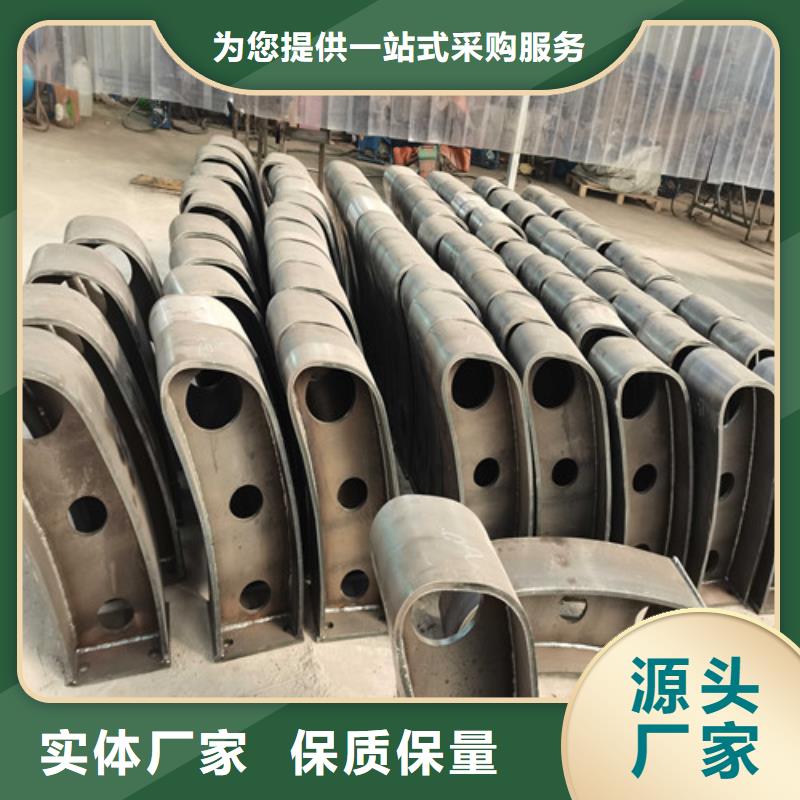
 不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。
不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。
从材料质量选择,检验等方面都有了一整套严格规范的管理,由于外表美观、价格低廉等优点,现已广泛用于桥梁护栏,装饰装潢,车辆附件,输送辊轮,纺机配件等领域。
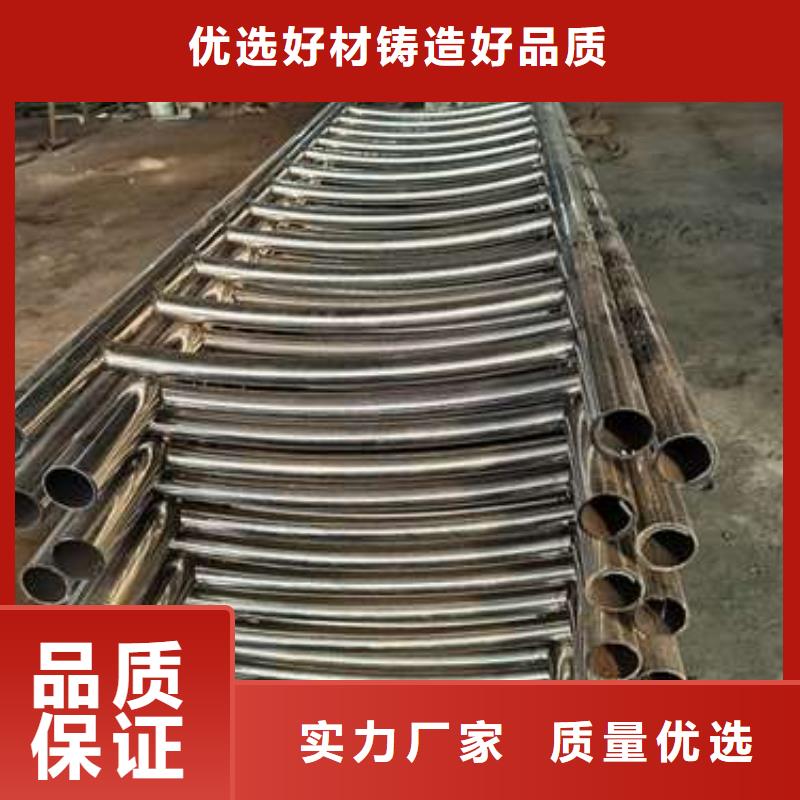
据了解,该工程集输管线选用双金属复合管。该管材属于新一代设计产品,对于输送混合气液有着广泛的应用前景,为先导试验区建设打开新局面。
双金属复合管焊接这种新工艺,对焊工更是一种新的挑战,焊工在培训期间非常积极。通过每天的焊件外观检查总结,焊接水平不断提高,培训效果良好,为保证该类管材的焊接质量奠定了良好的基础,同时为先导试验区工程建设打开良好局面,为工程保质保量顺利进行打下坚实基础。
鑫海达金属制品有限公司
山南76*2.5不锈钢复合管、76*2.5不锈钢复合管厂家直销-诚信经营
不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。
不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越美丽的外表,以及碳素钢良好的抗弯强度及抗冲击性。
从材料质量选择,检验等方面都有了一整套严格规范的管理,由于外表美观、价格低廉等优点,现已广泛用于桥梁护栏,装饰装潢,车辆附件,输送辊轮,纺机配件等领域。
据了解,该工程集输管线选用双金属复合管。该管材属于新一代设计产品,对于输送混合气液有着广泛的应用前景,为先导试验区建设打开新局面。
双金属复合管焊接这种新工艺,对焊工更是一种新的挑战,焊工在培训期间非常积极。通过每天的焊件外观检查总结,焊接水平不断提高,培训效果良好,为保证该类管材的焊接质量奠定了良好的基础,同时为先导试验区工程建设打开良好局面,为工程保质保量顺利进行打下坚实基础。
鑫海达金属制品有限公司
山南76*2.5不锈钢复合管、76*2.5不锈钢复合管厂家直销-诚信经营
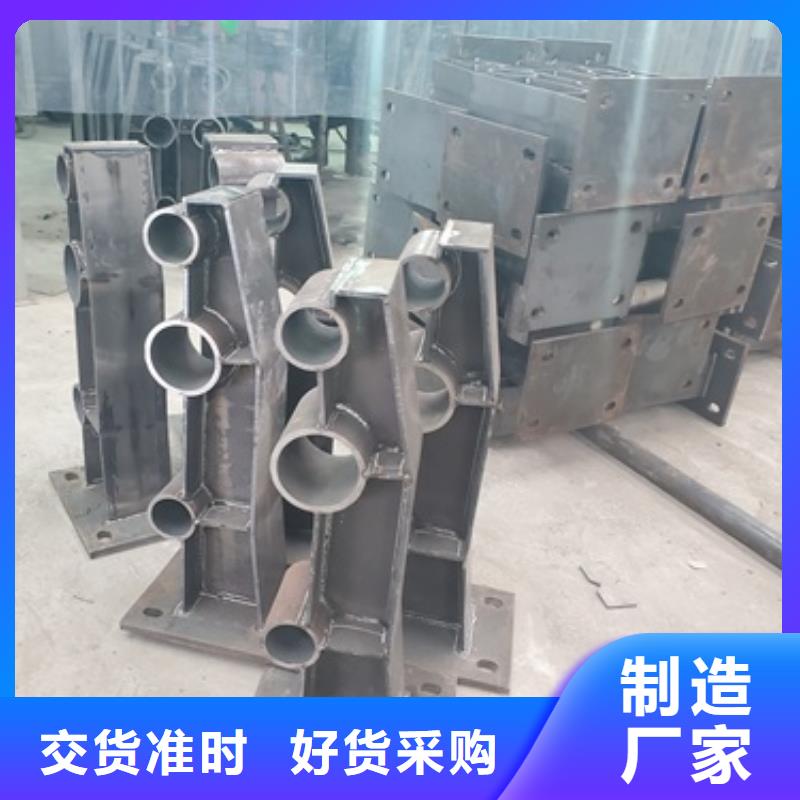
不锈钢复合管护栏的坡口制造:
坡口制造,制造坡口时一般薄件可选用Ⅰ形坡口,较厚的可选用V形,U形,X形,V和U联合形等方式的坡口。一般尽或许选用X形坡口双面焊,先焊底层,再焊过度层,终焊复层,以确保焊接接头具有较好的耐蚀性。当焊接方位受到限止,只能选用单面焊时,可选用V形坡口,先焊复层,再焊过度层,终焊底层,焊接时尽量使复层中少熔入底层成分。锈钢复合管护栏焊接材料的选用,当复合板厚度小于25mm时,底层也可全用A302焊条(应力较大);当复合板大于25mm时,可先用纯铁焊条焊一层过渡层,然后用钢焊条焊接底层,常用焊材选用如下图:三,焊接操作1,不锈钢复合钢的焊接顺序一般为:先焊底层,再焊过渡层,终焊复层以确保焊接接头具有良好的耐蚀性,一起还应考虑过渡层的焊接特点,尽量削减复层一侧的焊接作业量。

鑫海达金属制品有限公司


总结 今年在西藏山南市购买76*2.5不锈钢复合管、76*2.5不锈钢复合管厂家直销-诚信经营有了新选择,西藏山南市鑫海达金属制品始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的76*2.5不锈钢复合管、76*2.5不锈钢复合管厂家直销-诚信经营产品。如需购买或咨询,请随时联系我们,联系人:许经理-15106359749,QQ:1271858886,地址:开发区工业园。