


云海旭金属材料有限公司
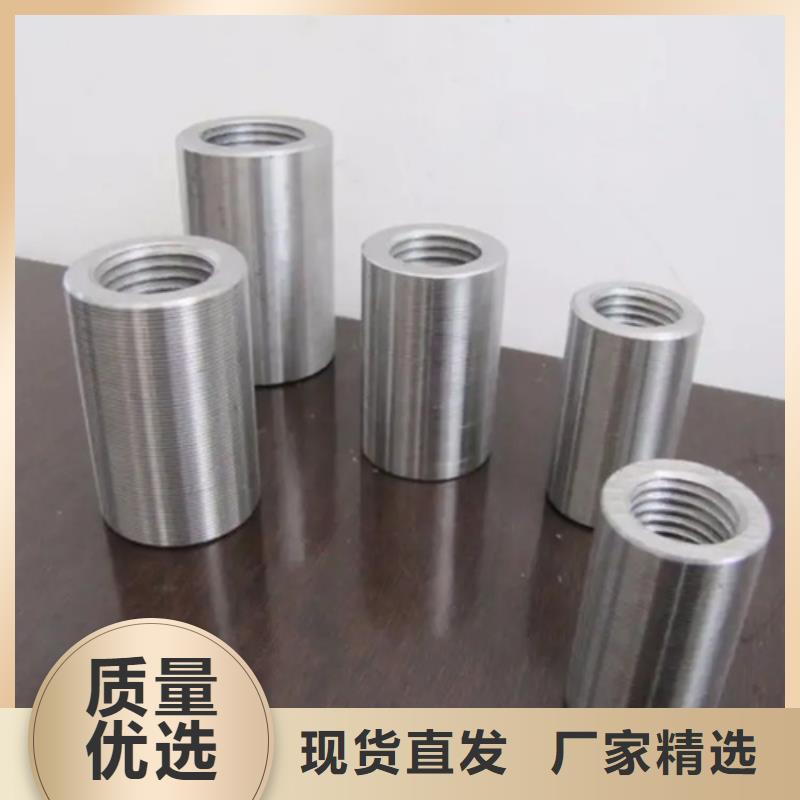
钢筋直螺纹套筒连接是一种通过冷作硬化加工方法,采用专用的滚轧机床对钢筋端部进行滚轧,使待接钢筋端头产生塑性变形并形成螺纹,再用与其螺纹相应的内螺纹套筒将两根钢筋套筒连接到一起的机械连接方法。供货时要同时提供相应接头性能等级的接头型式检验报告、套筒原材机械性能检验报告。审查型式检验报告时应注意:①检验报告中要详细记载接头试件基本参数;②检验报告不得超过4年;③仅标准型接头需要做型式检验报告;④HRB500级钢筋接头的型式检验报告可以兼做HRB400、HRB335级的同类型、同等级接头的型式检验报告使用,反之则不允许。
套筒") 承德40新标准(59*86)套筒
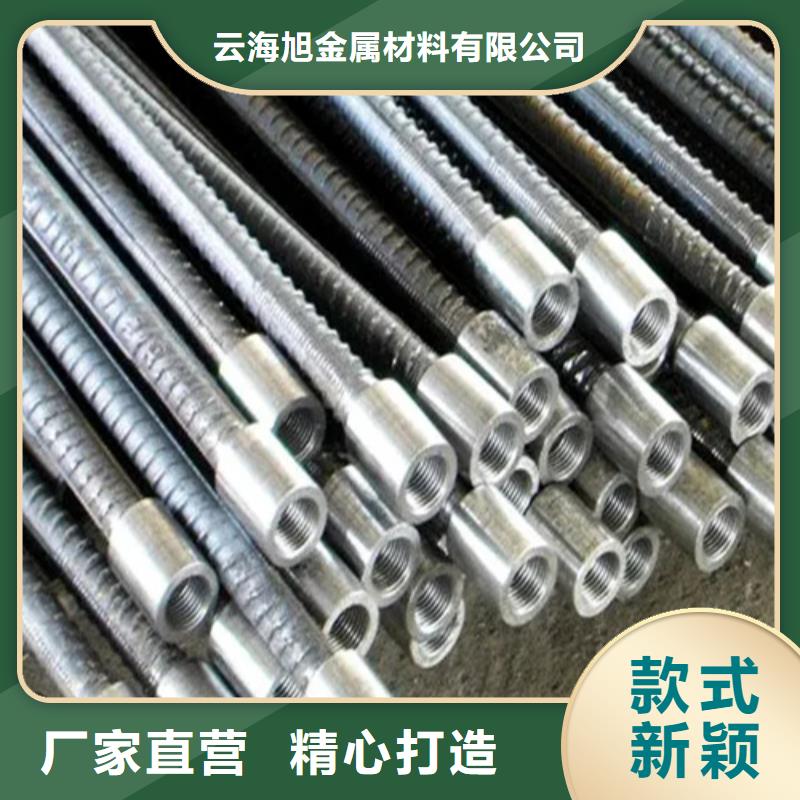
钢筋连接施工对连接套筒的要求施工选用连接套筒一定要是正规公司生产的,有出厂合格证,材质一般为低合金钢或优质炭素结构钢,抗拉承载力标准值应大于、等于被连接钢筋的受拉承载力标准值的1.20,连接套筒长为钢筋直径的二倍,连接套筒应有保护盖,保护盖上要注明套筒的规格。连接诶套筒在运输、储存过程中,要防止锈蚀和脏污。二、钢筋套筒方法及步骤1.将两根被连接钢筋移至连接套筒两端口,旋转连接套筒使两钢筋顺利地旋入连接套筒。2.当钢筋丝头旋入连接套筒一半时,观察连接套筒两端外露未旋入钢筋丝头螺纹的数量。3.确定连接套筒两端有外露螺纹且数量相等后,用专用的工作扳手或管钳旋转连接套筒,使两根被连接钢筋的钢筋丝头在连接套筒中间对顶锁紧。
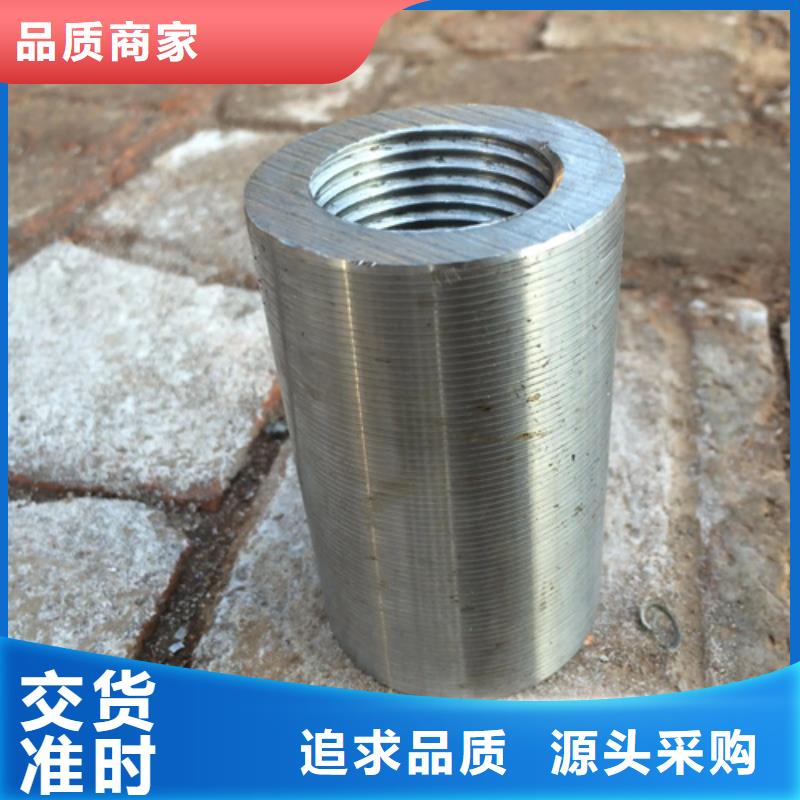
承德40新标准(59*86)套筒
钢筋连接施工对连接套筒的要求施工选用连接套筒一定要是正规公司生产的,有出厂合格证,材质一般为低合金钢或优质炭素结构钢,抗拉承载力标准值应大于、等于被连接钢筋的受拉承载力标准值的1.20,连接套筒长为钢筋直径的二倍,连接套筒应有保护盖,保护盖上要注明套筒的规格。连接诶套筒在运输、储存过程中,要防止锈蚀和脏污。二、钢筋套筒方法及步骤1.将两根被连接钢筋移至连接套筒两端口,旋转连接套筒使两钢筋顺利地旋入连接套筒。2.当钢筋丝头旋入连接套筒一半时,观察连接套筒两端外露未旋入钢筋丝头螺纹的数量。3.确定连接套筒两端有外露螺纹且数量相等后,用专用的工作扳手或管钳旋转连接套筒,使两根被连接钢筋的钢筋丝头在连接套筒中间对顶锁紧。
套筒")
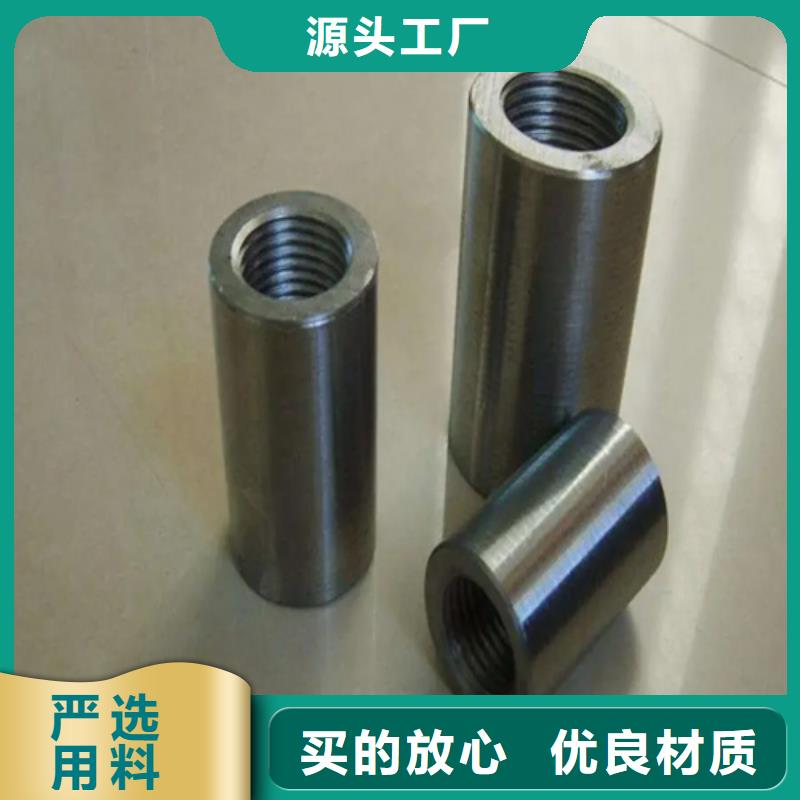
套筒") 钢筋套筒直螺纹套筒安装步骤钢筋直螺纹套筒在使用的时候一定要注意安装的事项,这样可以避免一些不必要的技术问题,从而影响钢筋直螺纹套筒的质量问题。1、钢筋就位:将丝头检验合格的钢筋搬运至施工现场待连接。2、接头拧紧:使用钢筋直螺纹套筒工作扳手将连接套筒拧紧。3、作标记:对已经拧紧的套筒作标记,与未拧紧的套筒区分开。4、施工检验:对施工完的接头进行的质量检验。5、绑扎其它钢筋。钢筋接头加工是需要十分严谨的步骤要求,我们可以经过比较其他加工技术而言,钢筋接头的技术步骤是十分严谨的。
钢筋套筒直螺纹套筒安装步骤钢筋直螺纹套筒在使用的时候一定要注意安装的事项,这样可以避免一些不必要的技术问题,从而影响钢筋直螺纹套筒的质量问题。1、钢筋就位:将丝头检验合格的钢筋搬运至施工现场待连接。2、接头拧紧:使用钢筋直螺纹套筒工作扳手将连接套筒拧紧。3、作标记:对已经拧紧的套筒作标记,与未拧紧的套筒区分开。4、施工检验:对施工完的接头进行的质量检验。5、绑扎其它钢筋。钢筋接头加工是需要十分严谨的步骤要求,我们可以经过比较其他加工技术而言,钢筋接头的技术步骤是十分严谨的。
套筒")
套筒")
