



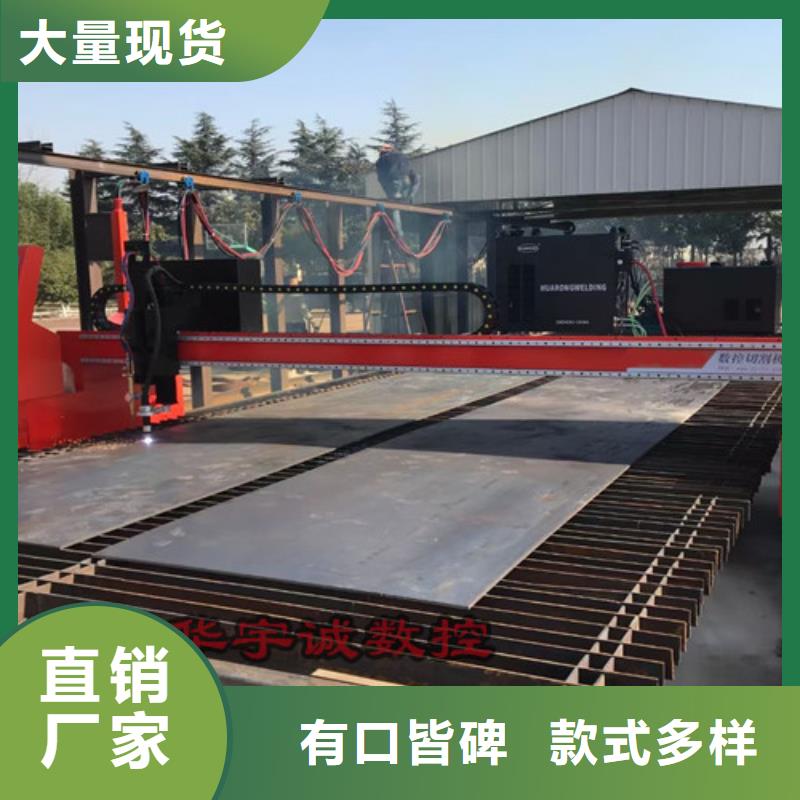




数控等离子切割机烟尘处理哪种方式效果好, 等离子切割产生的烟尘与焊接烟尘类似,烟尘量较大,含有有害气体和微小粉尘颗粒物,如CO、CO、H、0、NO和碳氢化合物等。一次烟尘粒子以球状、粒径3um的呼吸性粉尘为主,在空气中可在静电和磁性作用下迅速聚集在一起,形成直径较大的二次粒子,对现场职工危害很大。干式除尘方式就是为数控切割平台增加一套烟尘捕捉装置,将捕集到的烟尘直接输送到烟尘过滤净化设备,经过处理达标后再进行排放。等离子切割产生的烟尘基本形成于工件切口的下方,因此抽气式负压切割平台成为目前常见的烟气捕捉装置。为了节省投资和提高抽风效率,以小的送风量达到 的烟尘采集量,一般只对正处于切割的区域进行吸尘处理。因此切割平台沿着切割机主导轨方向会被分成若干个均匀的密闭小区域,旁侧开有出风口。由于干式除尘方式结构简单、工作可靠、除尘效果较好而被广泛使用。采用干式切割方式,通过除尘器吸走切割时产生的烟尘,经过滤处理后排放,不仅切割效率高,而且保护了操作人员的劳动环境并防止了环境污染,是一种比较理想的除尘方式。
数控等离子切割机出现切割不均有很多原因。当切割不同的金属板和不同厚度的材料时,不同的切割电源和割炬具有不同的技术参数。在切割工作中,应参考设备,工件,选择合适的切割速度标准,下面我们就一起来了解一下数控等离子切割机参数设置问题。一:当数控等离子切割机分多种切割辅助气体时,不同切割气体的切割速度是不一样的。以空气等离子弧切割为例,切割碳钢时,切割电流为230A。作为标准,6mm厚的碳钢板的切割速度可以达到3300mm/min,当厚度调整到40mm时,切割速度限制在500mm/min,以确保切割效果和质量。如果切换到其他辅助切割气体,例如用纯氧切割,切割速度会降低更多。在230A的相同切割电流下,虽然纯氧等离子切割可以提高到3700mm/min,对于6mm厚的碳钢板,但对于40mm碳钢板,切割速度仅为350mm/min。二:影响等离子切割质量的因素很多,如空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等等离子弧切割技术参数,都会直接影响数控等离子切割机切割的稳定性过程,切割质量和功能。一般来说,空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等因素直接影响等离子弧的紧固效果,即影响等离子体的温度和能量密度电弧和等离子弧高温和高能决定了切割速度,因此可以说许多上述因素基本上与切割速度有关。作为数控切割装置,应尽可能提高切割速度,同时确保切割质量。这不仅提高了生产率,而且还减少了切割部分的变形量和开槽区域的热影响区域。如果切割速度不合适,其效果相反,添加粘贴残留物,降低切割质量,并设置数控切割机上方的小细节。
数控切割机行业的发展与日俱增,不断的改善,不断的提高性能,都是为了能够更好的给生产型企业带来更率的作业。
传统的火焰切割方式已经被淘汰了,主要是由于它的切割板材类别单一,在实际生产应用中范围太狭隘,现在用的比较多的不锈钢、铝合金等材料,都不能被满足,所以等离子切割技术的发展变得十分重要。
数控等离子切割机从初的切铝、不锈钢等板材,到现在能够切割碳钢等,都见证了其技术发展的迅速,等离子切割具有很多优势,比如切割板材速度较快、切割条件也比较容易设定、自动化也设计合理、支持无人化作业。火焰切割相比来说,要用到燃气,并且切割过程需要人工多次调节火焰参数大小,切割速度也比较慢,预热时间也会长一些,这样会一定程度上降低了生产效率,当然也不适合无人化生产。
数控等离子切割机的选择应注意什么?不同的人可能对数控切割设备的购买有不同的看法一些人认为它复杂又麻烦,另一些人认为它简单明了数控切割机选择的关键不是你听到的,而是你需要的现在我将和大家分享如何选择数控切割设备首先,要确定的因素是要切割的金属厚度如果通常切割细金属,首先必须考虑使用低电流等离子体切割机,即使小机器切割一定厚度的金属,切割质量也可能无法保证,相反,切割效果可能几乎为零,可能存在残馀物每台机器都有类似的切削厚度范围,以确保组态符合您的需求。其次,如果要在航班之间自动切断或切断,请确保反映机器工作负荷的持续时间。负载时间仅是设备在温度过高而无法冷却之前的连续运行时间第三,大多数等离子切割机都有利用高频引导电流穿越空气的导引弧。但是,由于高频可能会干扰周围的电子设备,因此,首先这些潜在的高频问题可能非常有益。第四,等离子火炬上有各种各样的外部部件需要更换你要找的机器应该少用耗材供应减少导致成本降低。
