




由于不锈钢复合管具有优良的综合性能,因此自六十年代起,日、美、德、英和前苏联等 都很重视不锈钢复合管的开发及使用,从生产工艺、使用性能、检验方法等方面进行了大量的研究,从而使复合钢管产品在能源、造船、化工、石油和机械等领域得到了广泛的应用。 不锈钢复合管的两种单层材料的组合方式完全取决于使用要求及其环境特征,基本原则是:作为基层钢管,它应具有较高的强度和刚性,价格便宜,工艺性能好。作为复盖层则应具有抗环境介质的腐蚀或者抗磨损能力,该复盖层可以复合在基层管的内层(内复合管),也可以复合在其外层(外复合管)。 不锈钢复合管按使用性质可分为化工用液体和使用考虑,要求其材料的机械物理化学等综合性能优良。从经济效益考虑,又希望材料的使用寿命长,价格便宜。虽然通过添加合金元素和热处理等冶金手段可以提高或改善材料的某种特性,但是添加昂贵而稀有的合金元素并不总是能够得到所需要的综合性能。例如,作为高温高压锅炉过热器用钢管,它应具有高温强度特性、优良的耐外表面高温腐蚀和耐内表面水蒸汽氧化的特性,同时为了提高锅炉的热效率,该钢管还应具有很好的导热性。作为单一材料,要求同时满足上述诸要求是有一定困难的,而不锈钢复合管则是合理解决问题的有效途径。

 <汕尾>聚晟护栏制造有限公司
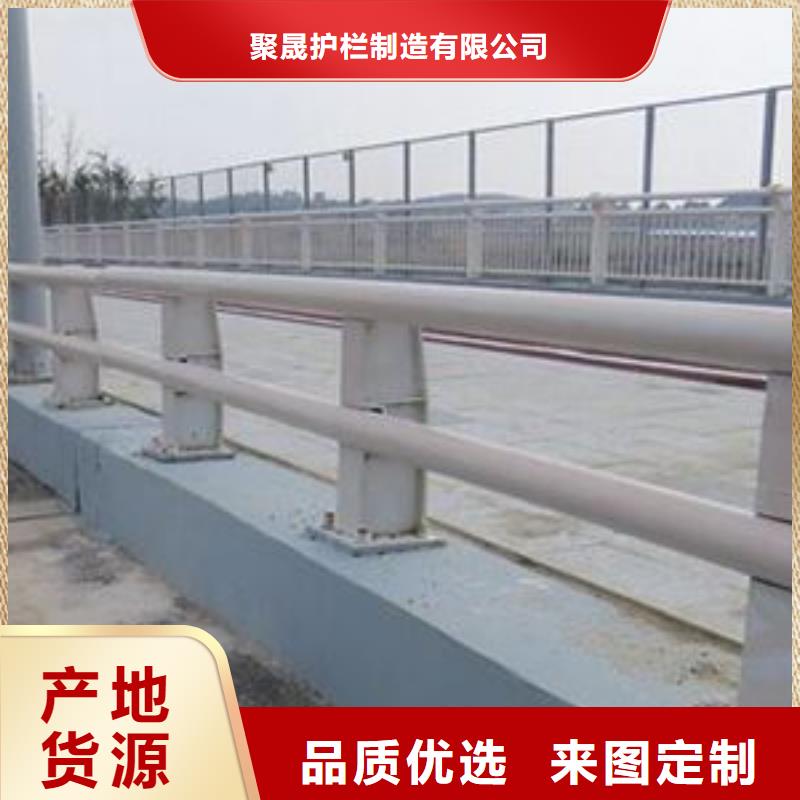
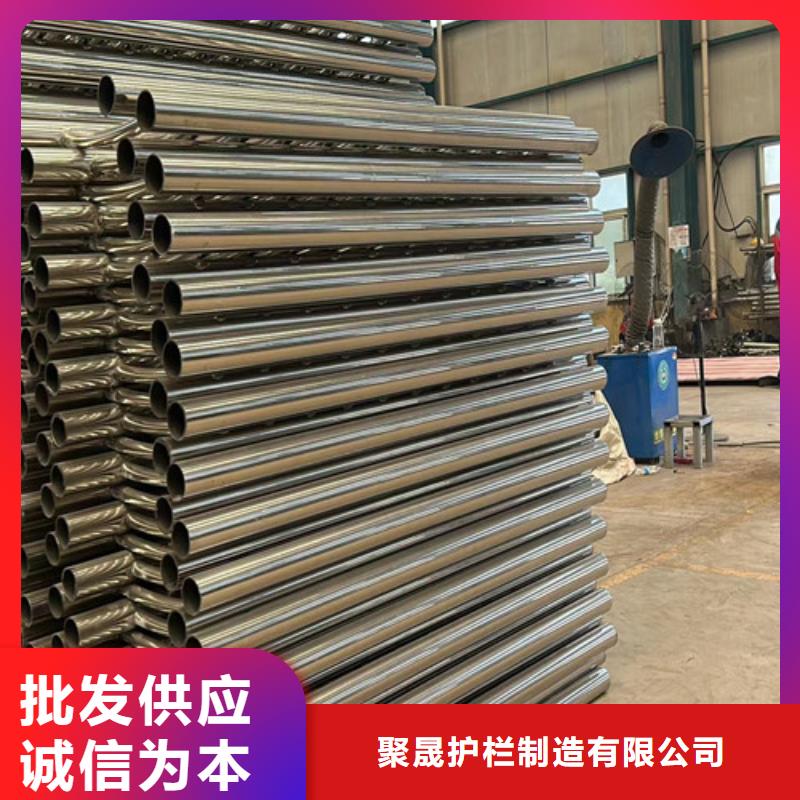
汕尾道路护栏个性化定制
<汕尾>聚晟护栏制造有限公司
汕尾道路护栏个性化定制

内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。
<汕尾>聚晟护栏制造有限公司 汕尾道路护栏个性化定制
