
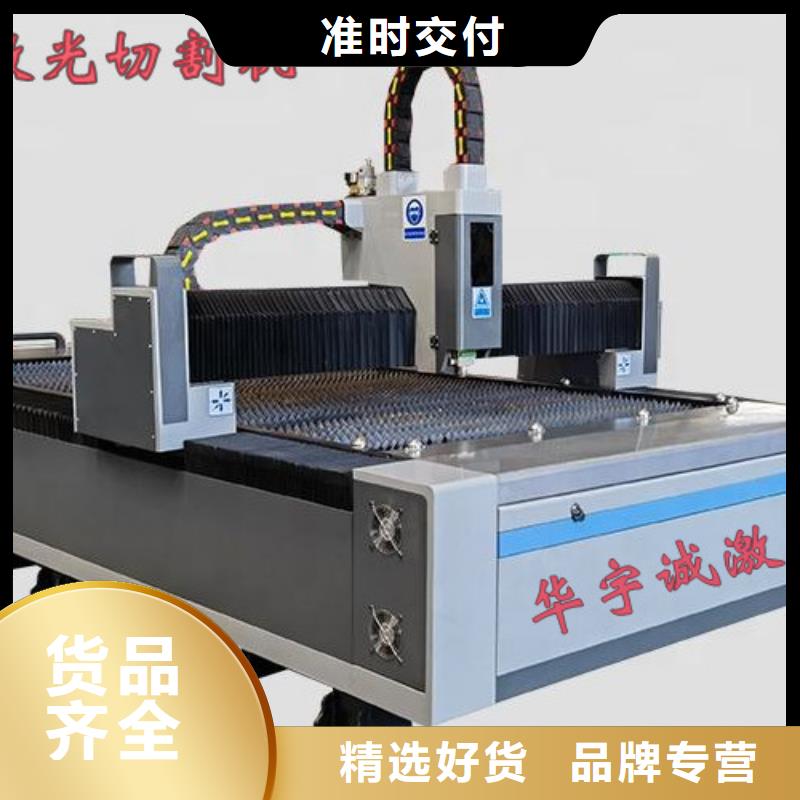





金属激光切割机设备的价格参差不齐的原因是什么 很多企业在生产过程中对金属激光切割机的需求都是非常大的,但是在购买合适的金属金光切割机时却发现其价格却又参差不齐,不同生产厂家的金属激光切割机价格都不同。那么造成这种价格不同的原因究竟是什么呢?接下来我们就为大家来分析一下。
金属激光切割机设备市场现在可以说是接近饱和状态了,各种规模的激光切割机厂家层出不穷,武汉、深圳地区更是随处可见。不同的厂家生对设备的制造工业也不一样,这也就导致了金属激光切割机的价格浮动较大。
厂家的规模不同。这个也不用多解释了,想必大家都明白,因为规模大的厂家都比较注重品牌效果。像武汉梅曼科技有限公司就是如此,他们的设备质量有保障,售后服务响应快。
其次,是设备的制造工艺。这个原因也非常的明显,很多厂家采用劣质的配件进行组装、生产,虽然降低了设备的生产成本,降低了产品的价格,但是机器的质量的却不敢恭维,切割出来的工件达不到预期的效果。
当然,我们也不能以偏概全,有些企业虽然规模不大,但是非常注重设备的质量和厂家的信誉。由于品牌不是很大,暂时没有竞争力,所以只好调低价格。这就需要金属加工企业擦亮双眼,仔细分辨了。
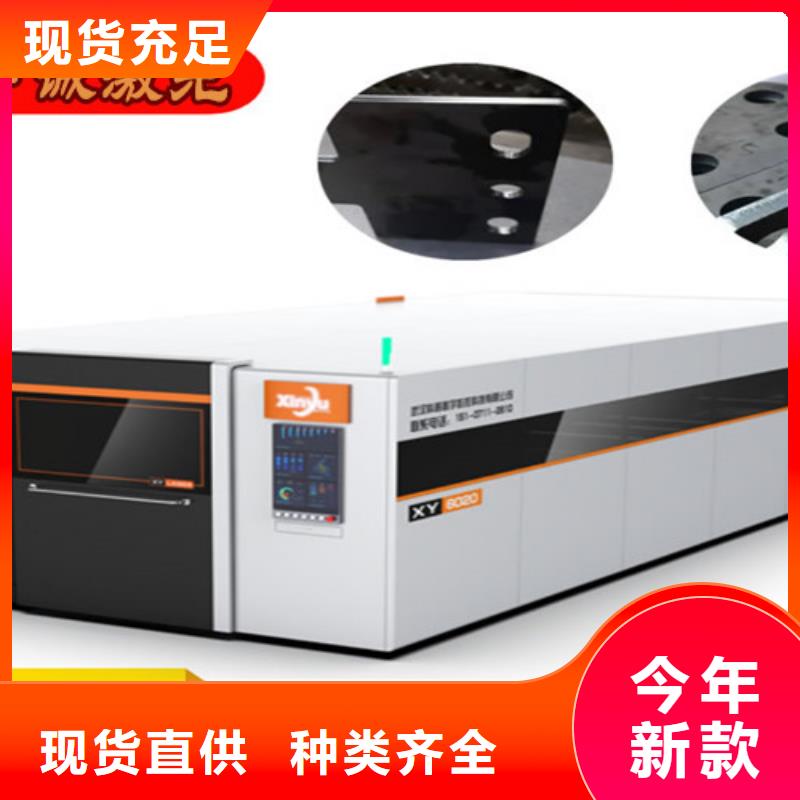
激光切割机价格多少钱?看看这份选购指南在购买激光切割机之前,很多人关心的问题之一,就是激光切割机的价格问题。如果不了解激光切割机的价格行情,很可能投入大价钱却没有购买到高质量高品质的激光切割机,无法用到性价比更高的设备。在当下的风险社会中,若无法用低成本换取高回报,则无异于慢性自杀。
为了帮助更多的人可以更好的了解激光切割机的价格行情,笔者根据当下市场情况,制定了这份激光切割机选购指南。
一台激光切割机价格一般在10万-40万左右。
而一台激光切割机的价格高低与以下6点因素有关,我们可以从这6点因素进行综合考量,终选取一款适合自己的激光切割机。
1. 配置
一台激光切割机主要包含六大核心部件:激光切割头、激光器、电机、机床、数控系统、激光镜片等,这些核心部件的配置决定着激光切割机的价格,特别是激光器的质量和品质,很大程度上决定了激光切割机的基础价位。
2. 软件系统
软件系统由激光切割机生产厂家提供,好的激光公司会有专业的技术部门来开发升级更新相关软件系统,更好的软件系统也就意味着更高的价格,但其中的优势不言而喻,不仅可以更好的与硬件方面相兼容,完美的匹配在一起,还可以让功能化完善。
3. 配件耗材
除了考虑主要核心部件之外,光隔离器、氙灯、机械控制台、水冷设备、光学器材(半反镜、全反镜、折射镜等)等配件也是影响激光切割机整体的价格的重要因素之一,因此,选择更优质的配件往往会花费更多的金钱,但却会让设备的运行更加流畅,工作事半功倍。
4.品牌
选择购买激光切割机,不同的品牌,价格也会有很大的区别,选择知名品牌进行选货购买,虽然可能会投入更多的资金,但产品的品质质量、售后往往可以得到更好的保障。省钱固然重要,但也切勿贪小失大,为图一时便宜,买来不必要的麻烦。
5.功率
功率的大小是影响激光切割机价格的重要部分,功率越大,价格就会越高,产品的工作效率也越大。所以,买家可根据个人需要,评估产量需求后选择一款性价比较高的激光切割机。
6.工艺
激光切割机的价格与所切割产品的种类和材料也有着密不可分的关系,在选购激光切割机之前,应明确适用产品的厚度和材料,以此来综合考量激光切割机各厂家的切割工艺,床身工艺,钣金工艺,装配工艺等工艺相关问题,终来选定切割产品合适的激光切割机。
综上所述,只有从多个角度全面考察,才能真正选择出价格合适,性价比的激光切割机,务必要拿着这份选购指南,仔细货比三家哦。
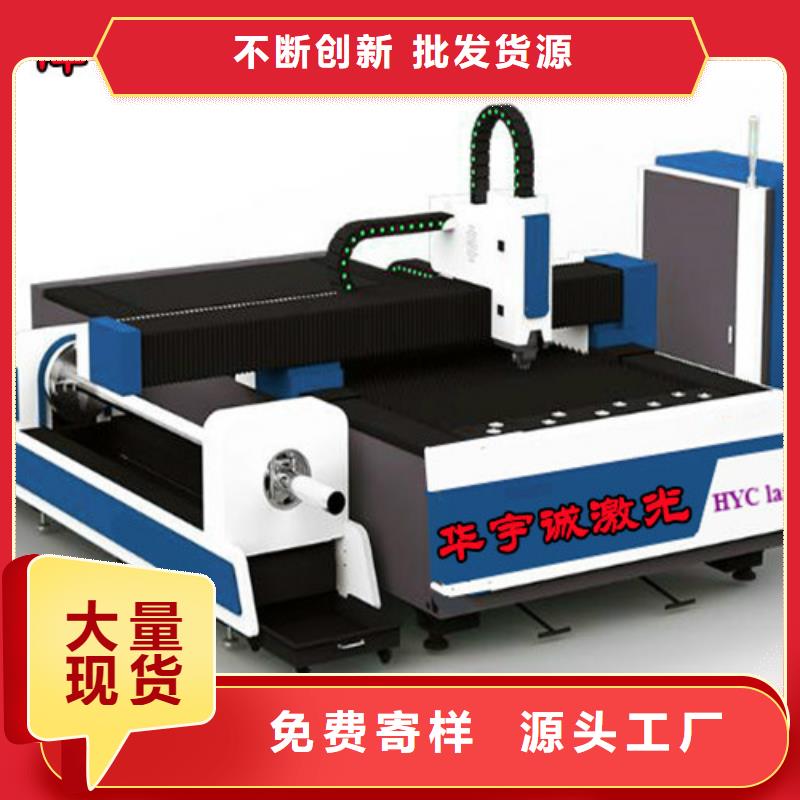
购买激光切割机之前怎样检测质量好坏 很多企业在购买激光切割机之前都想知道自己购买的激光切割机质量到底如何,这就需要大家在选择激光切割机之前对激光切割机的质量好坏做一个检测,那么如何检测激光切割机的质量呢?我们来一起了解一下。
激光切割机质量受到各种因素的综合影响,为了获得理想的切割质量,各个切割参数被限制在一个狭窄的范围内,目前仍只能靠反复的实验来摸索不同条件下合理的切割参数,不仅费时费力,而且无法对切割过程中的扰动因素作出响应。如何在不同的切割条件下迅速寻找到的切割参数并使之在切割过程保持稳定显得尤为重要。因此,有必在研究对激光切割质量进行在线检测并实时控制的方法。
高质量激光切割主要的指标就是无切割缺陷且切割面粗糙度值小,所以实时检测的目标应能识别切割缺陷并能检测到反映切割面粗糙度的信息,其中以获得粗糙度的信息重要,难度也。
在对切割面粗糙度检测方面,重要的研究成果就是发现切割前沿光辐射信号脉动频谱的主频等于切割面切割条纹的频率,而切割条纹的频率与粗糙度相关,这样用光电管检测到的辐射信号就与切割面粗糙度联系起来。这种方法的特点是检测设备和信号处理系统较简单,检测和处理的速度快,但这种方法也是有不足之处的。
所提取的激光切割机前沿光辐射信号的频谱和主频,只与切割面上部切割条纹相关,不反映下部切割条纹的情况,所得到不提有价值的信息。因为一般切割面(很薄板材的切割除处)都分上、下两部分,上部切割条纹整齐、细密,粗糙度小;下部切割条纹紊乱,粗糙度大,越靠下越粗糙,至近下缘达粗糙度值。而检测信号只反映质量区域的情况,不反映下部质量差的情况,更不反映近下缘质量差的信息,以它作为切割质量评价和控制的依据是不合理的,也是不可靠的。
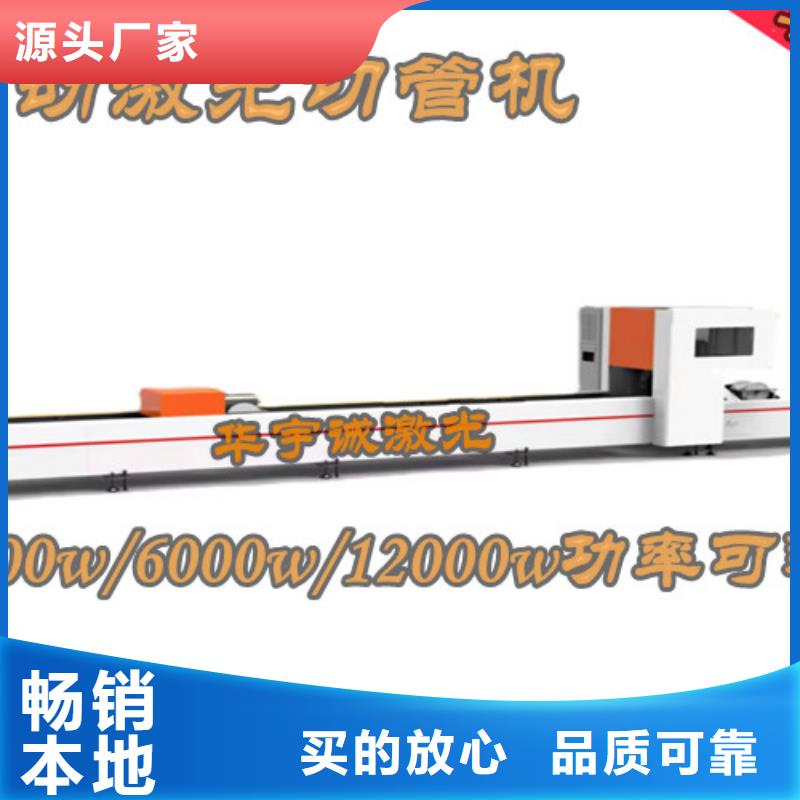
数控激光切割机的几种加工管材方法 常用的数控激光加工机床主要有2种形式:悬臂式和龙门式。悬臂式机床的特点是加工过程中,整个筛管不动,激光切割头沿工件轴线方向做高速移动,切割效率高。机床悬臂为铝合金板材焊接成的框架结构,强度和刚度高,可避免高速移动时运动惯量过大、光斑漂移等弊病:龙门式机床的特点是激光切割头不动,筛管相对于激光切割头进行同转分度和沿轴线方向移动。机床整体刚度好,激光输出稳定。由于筛管长商重,位移速度慢,装卸难度也较大。复合筛管割缝加工常用的是悬臂式机床.
筛管割缝激光加工机床与常规板材数控激光切割机床相比的不同在于它的夹紧分度机构、筛管支撑和拖动装置。夹紧分度机构主要完成加工过程中筛管的旋转和周向定位,筛管支撑和拖动装置主要完成筛管的拖动以及防止筛管的悬伸变形,通常需要用数控激光加工机床来进行加工的。
管材的布缝规律是:在轴向,各割缝以一定轴向距均布在筛管同一母线上,形成一列缝,整根筛管均布着几十列割缝。
1.将管体装在支架上,一端由旋转定中器支撑,另一端由数控旋转头夹紧,保证管轴和机床x轴平行;
2.调整激光切割头,使切割头光轴位于过管轴的垂直面内,并使切割头气体喷嘴位于管体点处;
3.在机床Z向移动切割头,使焦点位于穿孔位置上,并调整切割头喷嘴与筛管表面的距离到预设值:
4.将筛管逆时针旋转a角a等于梯形缝锥度的I/2),使缝隙的一个梯形面处于竖直位置,切割头向左平移δ=(D/2)Sina-△(D为筛管外径,△是一个工艺调整值,与筛管壁厚、激光输出功率等有关),保证切割头上喷嘴到筛管表面距离保持不变:
5.利用脉冲光在割缝端点打孔将筛管穿透,然后,激光由脉冲变为连续,焦点变化到切割位置,切割头沿筛管轴线方向切割,加工出梯形缝的一个梯形面:
6.切割到设计缝长后。套管顺时针旋转2a角.切割头向左平移2δ,然后沿回程切割出另一个梯形面,加工完成一条完整的梯形缝:7)按照同样的操作,周向复始,便可完成整根筛管的加工。
管材激光切割采用以上介绍可以解决宽缝等多种技术难题,与传统机械加工相比具有加工效率高、加工精度高、加工范围广等优点。
