
以下是我们上传的【镀锌方管dn100复合管产品性能】实拍视频,您可以点击观看。
以下是:【镀锌方管dn100复合管产品性能】的图文介绍


在镀锌方管的切割中经常会出现切口不平、变形、切口开裂的现象,怎样才能解决镀锌方管在切断时出现的问题呢,以下是天津镀锌方管厂给大家提供的6点注意事项希望能帮你解决问题。
1、镀锌方管切断的位置,要配合施工图及现场的状况,用米尺或其它测定工具,画出确定位置并标示切断线。
2、镀锌方管切断时,请用虎头钳等镀锌方管固定器具,确实固定后再行切割。
3、镀锌方管要切断的地方,请用抹布或柔软的布类将镀锌方管表面的油、杂物或泥土完全擦拭干净。
4、一定要选择镀锌方管切断专用。
5、镀锌方管的切断面应保持真圆,切断线应与镀锌方管轴心成直角。用力过猛是导致将镀锌方管切成扁平或椭圆的原因,故应以适当的力量切镀锌方管。



1、镀锌方管的长度为6m,每批允许体重量不大于总重量5%,长度不小于2m的短尺钢管。
2、镀锌方管定尺长度主尺长度应在通常长度范围内其长度允许偏差为+20mm
3、倍尺长度镀锌方管的倍尺长度应在通常长度范围内其余长允许偏差为+20mm。每个倍尺应留5mm-10mm的切口余量。
4、端头形状镀锌方管的两端应在镀锌前与钢管轴线切成直角,切口内外毛刺高度均不得大于0.5mm。
5、镀锌方管镀锌方法:镀锌采用热浸镀锌法。
6、镀锌方管力学性能钢管镀锌前的力学性能应符合GB3092的规定。
7、镀锌方管镀锌层的均匀性镀锌方管应做镀锌层均匀性的试验,钢管试样在硫酸铜溶液中连续浸渍5次不得变红。
8、镀锌方管冷弯曲试验公称口径不大于50mm的镀锌方管应做冷弯曲试验。弯曲角度为90。弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落现象。
9、表面质量镀锌方管的内外表面应有完整层,不得有未镀上锌的黑斑和气泡存在。允许有不大的粗糙面和局部的锌瘤存在。
10、镀锌方管镀锌层重量镀锌层重量平均值应不小于500g/㎡,其中任何一个试样不得小于480g/㎡。


3.镀锌方管锈斑:根据镀锌方管制造商的分析,不锈钢产品或设备在生产前或生产过程中有时会生锈,这表明表面受到严重污染。在投入使用之前,必须清除设备上的锈蚀,并且应通过铁测试和/或水测试来完全清洁表面。
4、镀锌方管焊接引弧痕:当焊工在金属表面引弧时,会造成表面粗糙的缺陷。保护膜损坏,留下潜在的腐蚀源。焊工应在已焊接的焊道上引弧,或在焊缝接头的一侧。然后在焊缝中熔化引弧痕迹。
5.镀锌方管焊接剂:镀锌方管采用焊接剂进行焊接工艺,包括手工焊接、焊接剂心弧焊接和埋地电弧焊接。这些焊接过程会在表面留下小的焊剂颗粒,这些颗粒不能通过普通的清洗方法去除。这种颗粒将是间隙腐蚀的腐蚀源,这些残留的焊剂必须通过机械清洗方法去除。
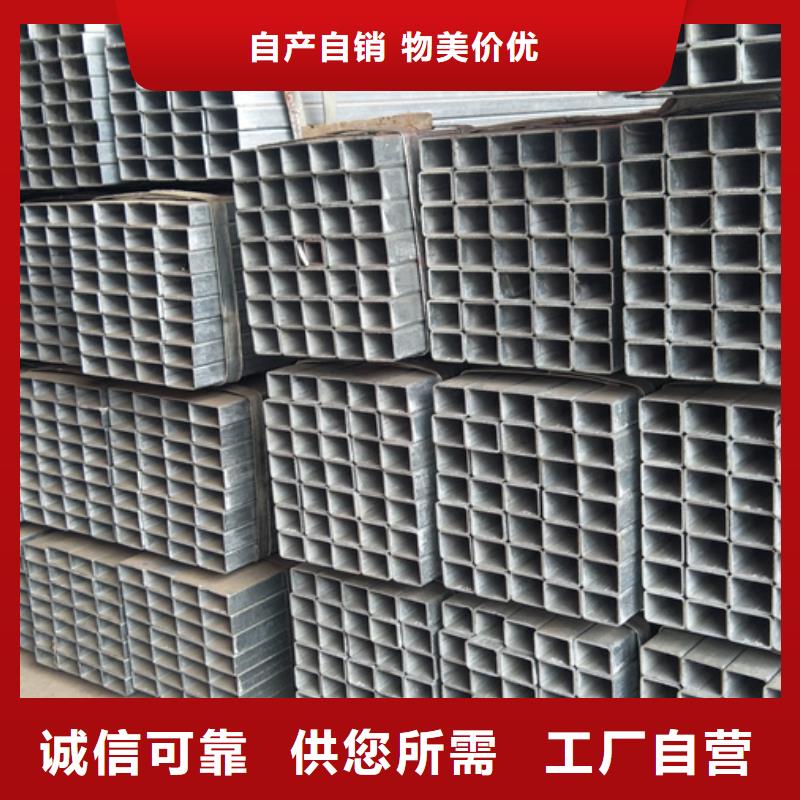
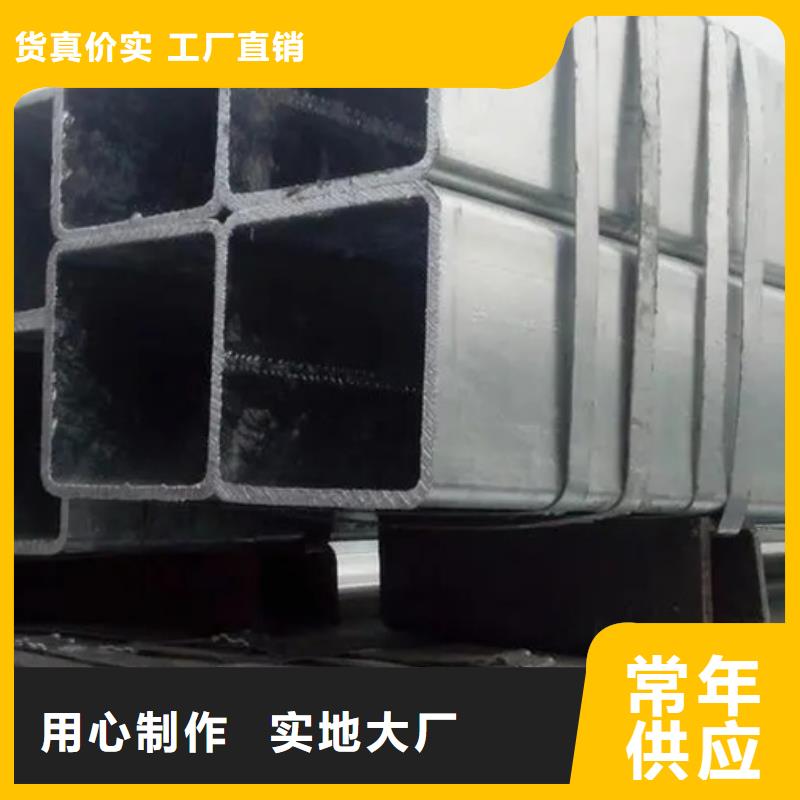
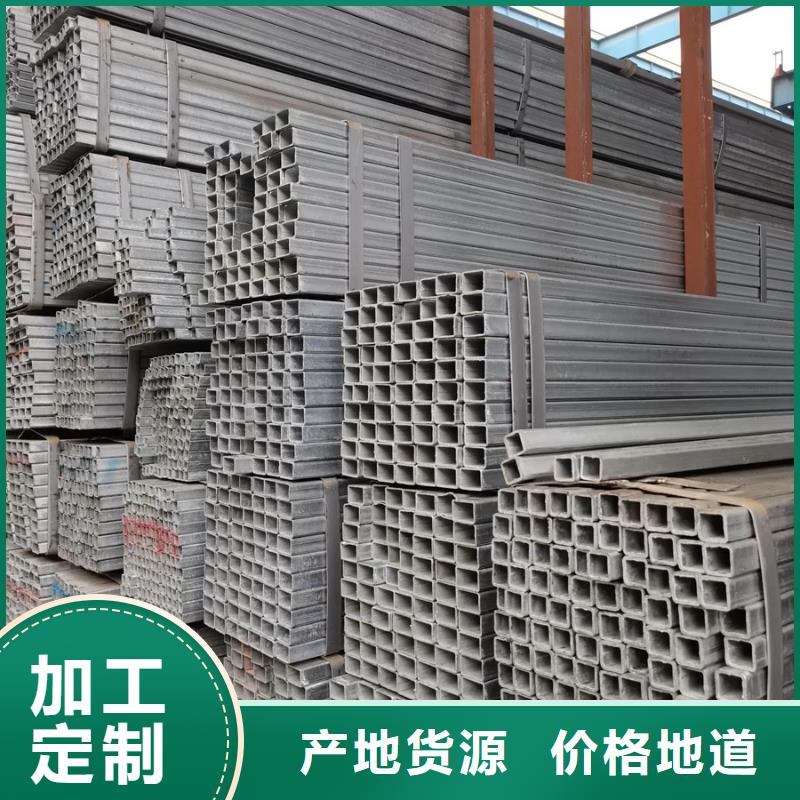
镀锌方管是一种中空的长条钢材,又称扁管、扁方管或方扁管(顾名思义)。大量用作输送流体的管道,如石油、 天燃气、水、煤气、蒸气等,另外,在抗弯、抗扭强度相同时,重量较轻,所以也广泛用于制造机械零件和工程结构。也常用作生产各种常规武器、枪管、炮弹等。



公司将一如继往地坚持“艰苦创业、科学求实、锐意改革、团结进取”的办厂方针。面对国际市场的激烈竞争和挑战,韶关鑫豪管业有限公司激流勇进,不断进行技术改造, 镀锌螺旋管产品推陈出新,向高质量、高科技、科学管理、完善的服务迈进。

