

产品视频展示,助您洞悉不锈钢焊管316L不锈钢焊管厂家实力大产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:不锈钢焊管316L不锈钢焊管厂家实力大的图文介绍

赣州松润金属材料有限公司秉承“以用户需求为导向,以增值服务为驱动力”的经营理念,本着“诚信、真实、进取、法治”的企业价值观,弘扬工匠精神,以科技创新为动力,以用户满意为宗旨,以持续改进和标准化管理为手段,以管理求效益,以服务赢得客户,期待与员工客户朋友携手合作,共创【不锈钢复合板】美好明天!


松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管焊接参数
包括焊接电流 ,钨极直径,弧长,电弧电压,焊接速度,保护气流,喷嘴直径等。
(1)焊接电流是决定焊缝成形的关键因素。通常根据焊件材料 ,厚度,及坡口形
状来决定的。 (2)焊极直径根据焊接电流大小决定 ,电流越大,直径也越大。 (3)焊弧 和电弧电影,弧长范围约0.5到3mm,对应的电弧电压为8~10V。⑷焊速:选择时 要考虑到电流大小 ,焊件材料敏感度 ,焊接位置及操作方式等因素决定。
1手工焊 (MMA)
手工焊是一种非常普遍的、易于使用的焊接方法。电弧的长度靠人的手进 行调节 ,它决定于电焊条和工件之间缝隙的大小。同时 ,当作为电弧载体时 ,电焊条 也是焊缝填充材料。这种焊接方法很简单 ,可以用来焊接几乎所有材料。对于室 外使用 ,它有很好的适应性 ,即使在水下使用也没问题。在电极焊中 ,电弧长度决定 于人的手 :当你改变电极与工件的缝隙时 ,你也改变了电弧的长度 .在大多数情况 下,不锈钢焊管焊接采用直流电 ,电极既作为电弧载体 ,同时也作为焊缝填充材料。电极由合金 或非合金金属芯丝和焊条药皮组成 ,这层药皮保护焊缝不受空气的侵害 ,同时安定 电弧 ,它还引起渣层的形成 ,保护焊缝使它成型。电焊条既可以是钛型焊条 ,也可以 是碱性的 ,这决定于药皮的厚度和成分。钛型焊条易于焊接 ,焊缝扁平美观 ,且焊渣 易于去除。如果焊条贮存时间长 ,必须从头烘烤 ,因为来自空气的潮气会很快在焊 条中积聚。



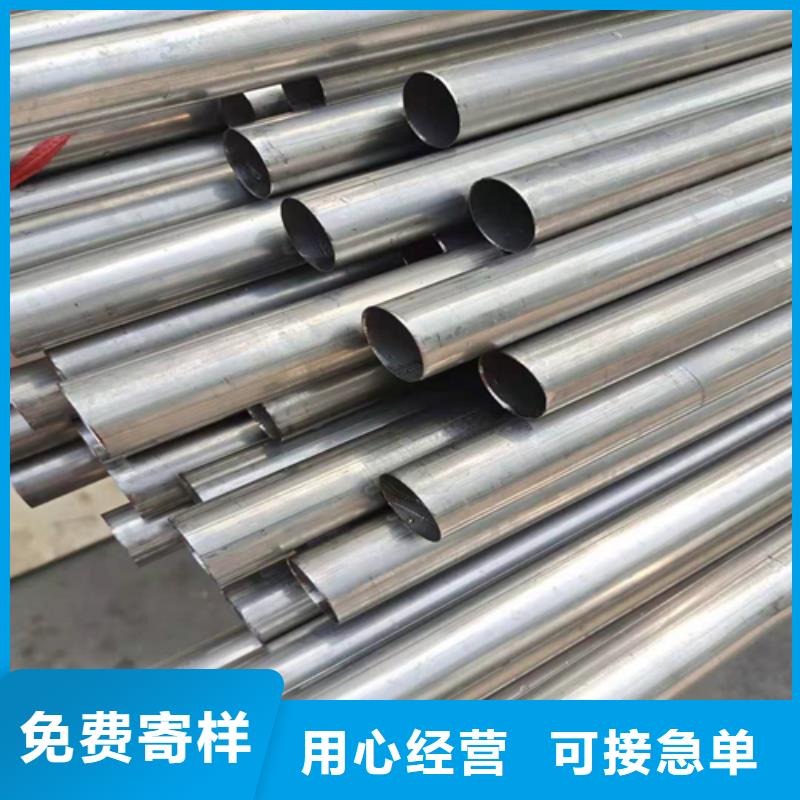
松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管是通过不锈钢板材卷、焊、打磨、喷砂、抛光等工艺制作完成,内壁依然保留肉眼可见焊缝。不锈钢焊管产能扩张情况
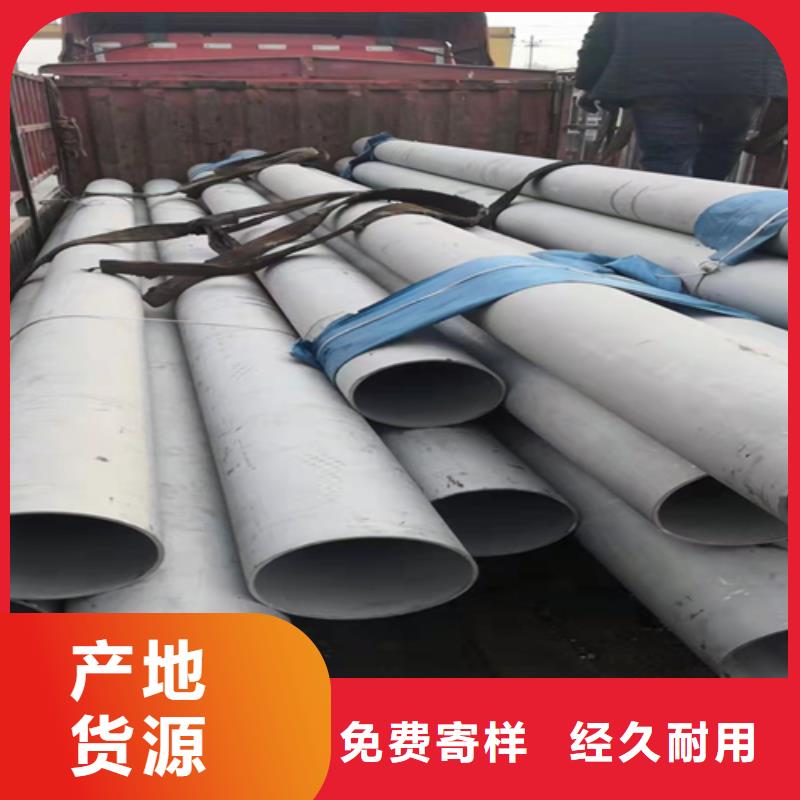
目前我国生产企业除了扩张装饰用管、工业焊管生产线外,一些高要求的化工机械用管、热交换器用U型管、换热器和冷凝器用管、输送用流体管、机械结构用管、盘管(仪表管)、卫生级管和尿素管及大口径厚壁不锈钢焊管项目也在不断地扩张,不锈钢焊管工业用管
材质:304,316L
执行标准:?GB/T12771
分列:
DN8(Φ13.7)?DN10(Φ17.15)?DN20(Φ26.67)?DN25(Φ33.4)?DN32?(Φ42.16)?DN40(Φ48.26)?DN50(Φ60.33)?DN65(Φ73.03)?DN80(Φ88.9)?DN90(Φ101.6)?DN100(Φ114.3)?DN125(Φ141.3)?DN150(Φ168.28)?DN200(Φ219.08)?DN250(Φ273.05)?DN300(Φ323.85)?DN350(Φ355.6)?DN400(Φ406.4)
无缝钢管的重量kg/m = (Od - Wt) * Wt * 0.02466 其中Od是外径 Wt是壁厚



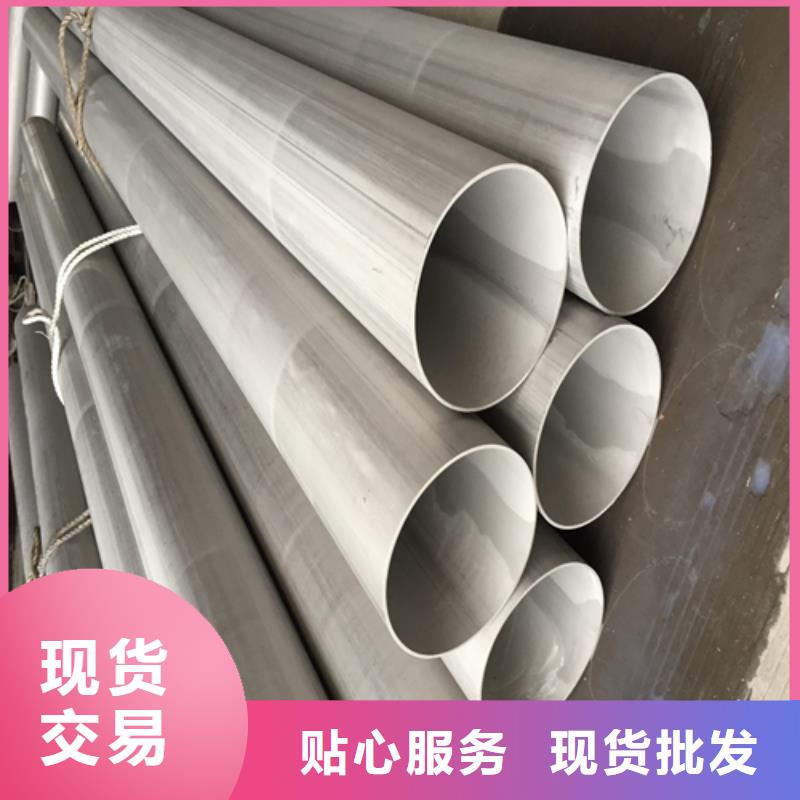
松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管?产中常见的问题
原料质量好坏是保证不锈钢焊管质量的关键,因此,凡是进?的原料在使?之前都要进?检验,验收质量合格单,观察外表,测量宽度和厚度是否均等,特别是直拔料,除检验宽度、厚度外,还要进?化学成分和拉伸试验的检查,合格后才能正常投??产。
不锈钢焊管
不锈钢焊管?家的焊接操作中,?临三?常见问题,缝不合格、未焊透或被烧穿、裂纹和?孔,下?我们了解下不锈钢焊管?产中有哪些常见的问题?
(?)焊缝不合格。焊缝不合格是因焊接?艺参数选择不当,或操作技术不熟练,导致焊缝?低宽窄不?,焊缝成形不良,背?焊缝下凹。造成焊缝减弱过多,使焊缝强度不够。
(?)未焊透或被烧穿。未焊透是主要有以下原因,?是电流过?,?是操作技术不熟练,焊接速度太快,对接间隙?,三是电弧过长或电弧未对准焊缝等,如果导致焊丝与基体?属未熔合在?起或焊接?属中局部未熔合的时候,该部位应及时进?补焊。烧穿的原因是因焊接电流过?,熔池温度过?,焊丝加?不及时,带钢对接间隙过?,焊接速度过慢等,导致焊缝上出现单个或连续的穿孔。使焊缝强度减弱,从?被烧穿。
(三)裂纹和?孔。裂纹的出现频率很?,?般裂纹分为热裂纹和冷裂纹两种。由于液体?属在凝固过程中或略低于固相线温度下,产?沿晶间边界的、断?上就会形成具有氧化?的热裂纹。在固态时发?相变,或有扩散氢存在,以及冷却时在过?的焊接收缩应?作?下,就会?成的具有穿晶性质的、断?发亮、没有氧化?的冷裂纹。如果在使?焊丝时不合乎标准,焊接时?温停留时间过长,造成氧化、过热和晶粒度过度长?,材料本?杂质较多,或材料本?易淬硬时均易产?裂纹。?在焊件、焊丝表?有油污、氧化?、铁锈等情况,或在潮湿环境中进?焊接,或者氩?纯度低,或氩?保护?不佳以及熔池?温氧化、飞溅等情况下都容易产??孔。
不锈钢焊管
