







金属激光切割机与其他切割工艺之比较 与其他热切割方法相比,同样作为热切割过程,别的方法不能象激光束那样作用于一个极小的区域,结果导致切口宽、热影响区大和明显的工件变形。金属激光切割机能切割非金属,而其它热切割方法则不能。
(1)水切割。可切割许多金属材料,但费用很高。
(2)等离子切割。切割速度明显快于氧乙炔切割,但切割质量较差,切边顶部呈圆头状,切边明显起波浪形,还要防止电弧产生的紫外线辐射。它稍优于激光切割机之处在于适合切割较厚钢板和对光束反射率高的铝合金等。
(3)锯切。切割薄金属,其速度明显比激光切割慢,而且激光作为一个灵活的无接触、仿形切割工具,可从材料的任何一点开始切向任何方向切割。这一点,锯切是难以做到的。
(4)复杂零件分段冲切。一般情况下,冲床经常要冲切比模具尺寸大得多的工件,有些工件还很复杂,这就导致切边呈许多小贝壳状刃口,需要第二次预备性加工整修。另外冲头会形成比激光切割机宽得多的切口,产生大量铁屑。
(5)模冲。大量生产零件用模冲方法成本低,生产周期短。但它对设计上的变化的适应性很差,新的模具需要长时间设计,造价高,对中、小规模的生产来说,激光切割的特点就会充分显示。另外,激光程控切割便于工件紧密编排,节省材料,而模冲则需要每个工件周围预留材料。
(6)电加工。一般,有利用电腐蚀或熔解效应的电火花和电化学加工两种方法,用于坚硬材料的精细加工,切口粗糙度较好,但切割速度要比激光切割机速度慢几个数量级。
(7)氧-可燃体(如乙炔)切割。这种方法主要用于切割低碳钢,由于它热输入影响大,切割速度低,很少被用来切割20MM以下要求尺寸的材料。
目前,光纤激光切割机相比CO2激光切割机具有很大的优势,逐渐成为现在加工市场比较热门的切割设备,切割工艺在钣金加工中是很基基础的一个过程。那么是什么原因使得光纤激光切割机占有这么大的市场呢?下面我们就来给大家详细分析一下。
首先,我们要先了解光纤激光切割机的工作原理,光纤激光切割机是有激光器将电能转化为光能的一个装置,其电光转化率为30%。然后在通过切割头将高能量的光集中照射在板材表面,其接触光的部分板材瞬间气化,应用数控程序位移达到切割的效果。从本质上来讲,激光加工属于热切割,相比传统的剪板,冲床等机器,具有变形小的效果。
那么从客户考虑,光纤激光切割机的优势主要体现在以下几个方面.
1.经济性;光纤激光切割机在使用上除了一部分的电费,以及耗材费用,没有其他的开销,仅需一个人操作就可以。无论是大批量还是小批量生产都能够满足。如果传统冲床相比的话,还需要开模的费用,产品单一,如果需要更换产品形状,需要重新开模。然而激光切割机的灵活性很好的解决了这个问题,只需要输入图纸到程序,就能轻松加工出来。
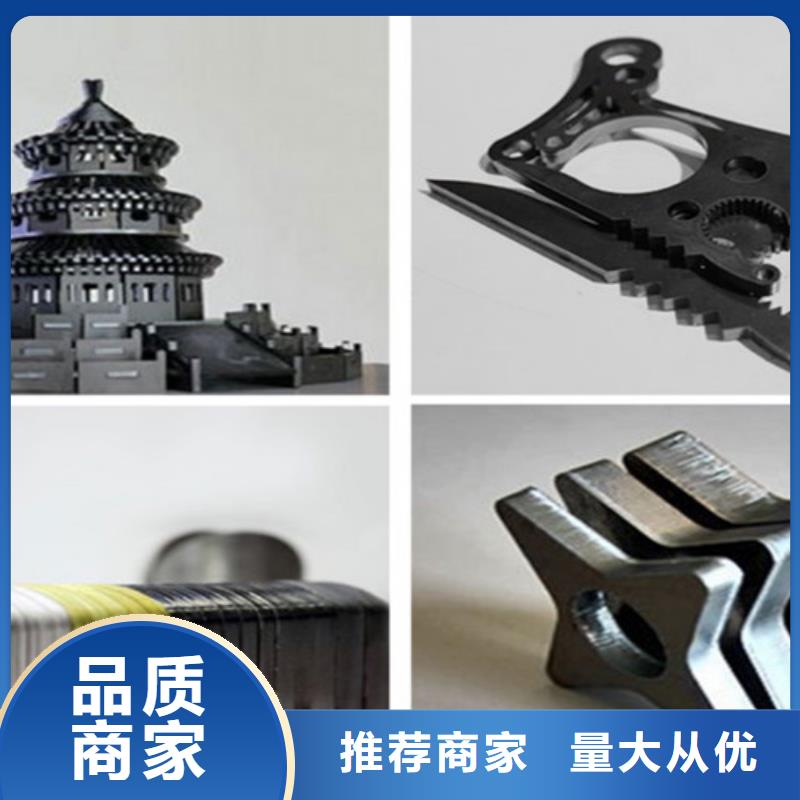
2.实用性;光纤激光切割机切割工件出来的精度高, 能达到3个丝以内的精度,与传统加工工具相比,其省去了二次打磨加工的工序,减少人员工作量,缩短交期。除此之外,其加工材料,以及厚度都是非常的广泛的,切割不锈钢,铜铝,碳钢以及铝合金等等都是没问题的,量产厚度目前覆盖在50mm以内是可行的。
3.效率性;效率决定经济效益,光纤激光切割机切割速度能够达到百米每分钟,也就是说完成一个小工件的效率就是几秒钟一个,相比等离子或者线切割等传统设备,激光的切割速度可是要快多了。
选择光纤激光切割机,一定要选择可靠的品牌,武汉华宇诚数控科技有限公司生产制造的激光切割设备品种多,幅面选择新广,多年的行业经验以及售后服务是大家值得信赖的品牌。
金属激光切割机特点 切割精度高、稳定性好: 采用精密滚珠丝杠传动机构,优化数控系统控制,可满足精密零件加工, 且动态性能稳定,可持续长时间工作。
切割断面质量好: 采用机械随动切割头系统,切割头随板材高低随动,切割点位置始终保持不变,使切缝平整、光滑,断面无需后序处理,适应平面或曲面板材切割。
切割幅面大、适应切割材料多,应用广泛:可切割幅面在2500mm×1250mm以内金属板材;可加工材料有:普通碳钢、不锈钢、合金钢、铝板、铜板、钛板等。
性价比高: 对于薄板切割可代替CO2激光切割机、数控冲床及剪板机等,其整机成本相当于CO2激光切割机的1/4数控冲床的1/2。
使用成本低:本激光机采用的是YAG固体激光器,使用主要耗材为电能、冷却水、辅助气 体和激光灯,平均每小时成本在28元左右。
切割速度快、效益高:本机对普通碳钢的 切割速度为2米/分钟按平均速度1米/分钟,每米8 元钱计算,除去辅助加工时间,平均每小时可创造产值400元左右,净利润可达350元左右。
后续维护费用低廉:本激光机结构简洁,操作方便,激光器运行稳定,维护费用低。
核心技术:
1、激光器光路系统稳定,经上千次振动实验,激光器光路系统稳定不变;
2、机械随动切割头,纯机械传动,稳定抗干扰。
从现代激光切割、焊接机的应用领域和用户提出的技术要求来看,激光切割、焊接今后的发展方向无疑是高功率、大幅面、率、一次成型、高智能化。
这里主要阐述的是CO2激光切割机和光纤激光切割机加工的不同之处:
首先,作为主流的传统的激光切割、焊接设备都采用CO2激光器,可以稳定切割20mm以内的碳钢,10mm以内的不锈钢,8mm以下的铝合金。光纤激光器在切割4mm以内的薄板时优势明显,受固体激光波长的影响它在切割厚板时质量较差。激光切割机也不是 的,CO2激光器的波长为10.6um,固体激光器如YAG或光纤激光器的波长为1.06um,前者比较容易被非金属吸收,可以高质量地切割木材、亚克力、PP、有机玻璃等非金属材料,后者却不易被非金属吸收,故不能切割非金属材料,但两种激光在碰到铜、银、纯铝等高反射材质时都无可奈何。
其次,正是由于CO2和光纤激光两者的波长相差一个数量级,前者是不能用光纤传输的,后者可以用光纤传输,大大增加了加工的柔性化程度。早期在光纤激光器推出市场之前,为了实现三维加工,我们采用光关节技术通过高度精密配合的动态的组合反射镜系统将CO2激光导到三维曲面表面,实现CO2激光的三维加工,这种技术因为国内精密加工技术的限制主要掌握在极少数欧美发达 手里,价格昂贵,维护要求高,在光纤激光的市场份额逐渐扩大的同时已经逐渐失去其市场。而光纤激光由于它可以通过光纤传输,柔性化程度空前提高,特别是针对汽车行业,由于基本上都是1mm左右的薄板曲面加工,光纤激光配合同样柔性化的机器人系统,成本低,故障点少,维护方便,速度奇快,当仁不让地稳稳占领了这块市场。
再次,光纤激光的光电转化率高达25%以上,而CO2激光的光电转化率只有10%左右,在电费消耗、配套冷却系统等方面光纤激光的优势相当明显,要是光纤激光的生产厂家更多一些,价格再合适一点,并解决了厚板切割工艺,CO2激光受到的威胁将会是巨大的。不过,光纤激光作为一种新兴的激光技术,普及程度远远不如CO2激光,其稳定可靠性、售后服务的便利性还有待市场的长期观察。
值得一提的是,根据国际标准,激光危害等级分4级,CO2激光属于危害小的一级,而光纤激光由于波长短对人体由于是眼睛的伤害大,属于危害 的一级,出于考虑,光纤激光加工需要全封闭的环境。
