

朔州聚贤丰汇金属材料有限公司从事 冷拉圆钢产品研发与制造多年,积累了丰富的 冷拉圆钢行业经验,为客户提供独到的解决方案,以诚信、实力和产品质量获得业界的认可!


钢板切割20CrMNMo特厚钢板等离子切割的亮点
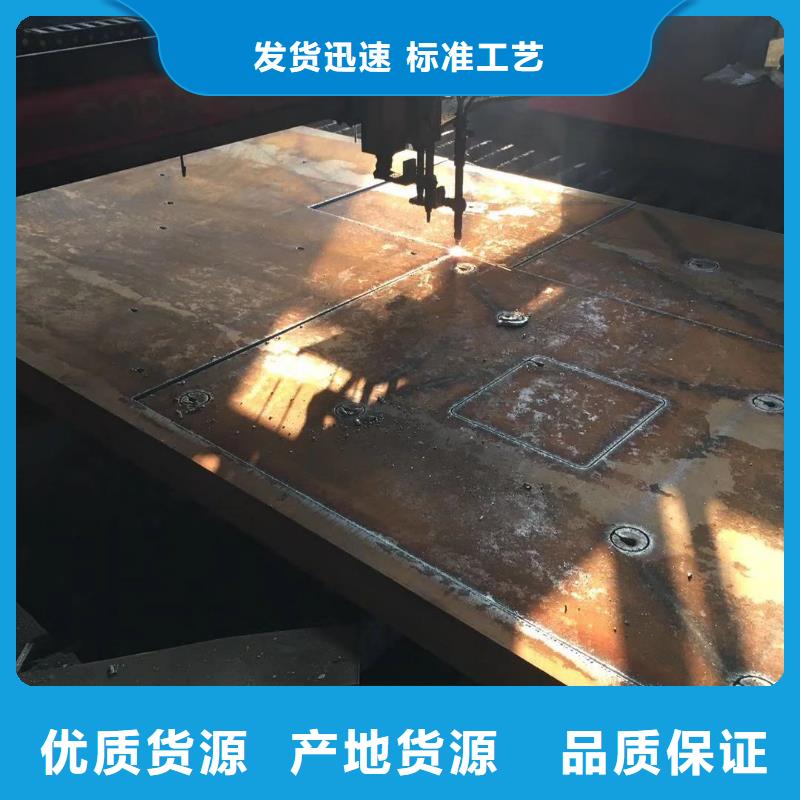
超厚板火焰切割特点氧气和乙炔由于超厚板零件尺寸通常较大,因而消耗的氧气和乙炔的总量要多得多。超厚板数控切割要一次性完成单个零件的切害必须要保证足够的氧气和乙炔持续稳定的供应。
厚板尺寸和质量大20mmx2200mmx8000mm,质量约30t,单个零件质量有时也很大,1中上连接杆序号9钢板,质量能达4t多。
影响火焰切割质量的主要因素有:预热火焰能率,切割氧的纯度,切割氧的流量,切割氧的压力,氧流形状,割嘴到零件表面的距离,切割速度及零件原始尺寸等。
火焰能率指的是可燃气体消耗的能量,主要取决于割炬和割嘴的大小。火焰能率越大,越容易形成零件表面的粘渣。但火焰能率越低时,会造成燃料燃烧产热不足,从而造成切割减慢,使切割过程难以进行。预热火焰多采用中性焰或者轻的氧化焰,一般不采取碳化焰,因为碳化焰会使切割边缘表面渗碳,影响材料性能。
钢板切割20CrMNMo特厚钢板等离子切割的亮点
火焰切割主要是利用燃料和氧气的燃烧反应,影响燃烧反应的因素主要包括氧气的纯度、氧气的流量以及氧气气流的形状。
本周全国大部分地区建筑钢材尤其是螺纹钢价格基本未有反弹出现,尤其是华北地区中小钢厂螺纹钢价格,仍在继续下跌,虽然本周重庆螺旋钢管价格小幅反弹20元,但由于这些中小钢厂贸易商不存货、同时需求减弱使得发工地资源量大幅萎缩,钢厂库存增长较快,钢厂出厂价格并未跟随钢坯价格反弹,而是进一步走低。
今日小幅放量收出带长上影线的阴线,显示空方势力依然较强,短期高强钢板下行势头仍将延续,也将拖累现货市场。因此,从整个产业链上游来看,我国钢价的成本支撑动力仍旧明显,而下游需求的低迷、中间商冬储意愿的降低以及年底的资金压力则却成为当下压制钢市的主要因素,使得钢价上下两难,维持尴尬的窄幅整理。而近日闭幕的中央经济工作会议也强调了要大力调整产业结构,坚定不移淘汰落后产能,而城镇化目标虽已相继明确,但是等待落实并直接体现到钢铁行业或仍需等到明年,所以,当下的高强钢板市场不会出现明显性的突破行情,低位徘徊震荡静待行业性洗牌是当下主流。
钢板切割20CrMNMo特厚钢板等离子切割的亮点
在西安市场,建筑钢材供应量的减少使得商家惜售。当下西安市场建筑钢材主流价格继续上行,市场成交较好,商家普遍继续看涨。近期价格也有明显拉高,西安市场建筑钢材价格上涨的主要原因还是资源供应量减少。由于目前西南地区建筑钢材价格明显高于西安市场价格,资源多发往成都、重庆等市场,经销商普遍反馈资源补充量有限,市场惜售气氛浓厚。总体来看,西安市场主导钢厂建筑钢材资源预期较紧,二、三线钢厂近期到货同样不多,造成市场库存偏低,而价格的上行使得终端采购积极性提高,高强钢板市场成交好转支撑价格持续走高。
我省钢铁企业从国内采购的原料环比继续大幅增加,从国外采购的原料环比基本持平,钢厂的外矿配比继续下降。高强钢板行业正在从年初价格低迷、效益下滑、亏损增多的经营困境中逐渐挣脱出来,出现了“利经营”的企稳态势。但短期内因产能继续释放,供大于求的局面难有大的改观,业还是要做好长期“过冬”的心理准备。整个市场行情不是太好,比较疲软,钢铁产能过剩,下游需求少,在卖给贸易商量不大的情况下,钢厂自己也有库存。一旦钢厂降价抛库存,钢贸商如果库存较多的话,必将亏损。所以,35crmo钢板价格钢贸商都在控制库存,不太可能储上往年一样的量。从今日市场反馈情况看,前期的价格拉涨一定程度上还是影响到了市场目前的成交走势,一些商家表示,在价格上涨以后市场成交量出现明显下降。一些下游并不急于采购资源的用户选择暂时不采购观望价格走势,因此花纹板价格想要连续拉涨的可能性基本不存在。价格市场季节性消费淡季的特征已比较明显:成交趋弱,主要钢材品种的库存在连降之后又出现了回升。近期国内粗钢产量出现持续下降,已经处于200万吨左右的日产水平。在市场倒逼机制和环保政策的共同作用下,预计1月份国内粗钢产量仍将维持在较低水平。35crmo钢板价格市场库存增幅将有望小于去年同期,将有利于节后国内市场库存的快速消化及价格回升。
1. 氧气的纯度越高,切割速度越快,氧气消耗量越小。
2. 氧气流量越大,燃烧产热增大,切割速度加快,切口质量提高。但是流量过大会使缺口冷却较快,切割速度反而降低。
3. 氧气压力越大,切割速度增加,切口质量越好。
4. 切割形状长而直,切割厚度增加,切口质量越好。



GCR15中厚钢板用火焰切割费用比较低一些
中碳钢板的钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合钢板切割厚钢板。有的切削速度快,有的切削速度慢。有些是低成本,有些是高成本。有的准确度高,有的准确度低。
火焰切割是最古老的钢板切割方法,其切割金属的厚度从1mm到1.2m,但当需要切割厚度在20mm以下的绝大多数低碳钢板时,应采用其他的切割方法。
火焰切割是利用氧化铁燃烧过程中产生的高温对碳钢进行切割。火焰切割炬的设计为氧化铁的燃烧提供了充足的氧气,保证了良好的钢板切割效果。
火焰切割设备成本低,是钢板切割厚金属板 经济有效的手段,但在薄板切割方面有其缺点。与等离子体相比,火焰切割的热影响区更大,热变形也更大。为了准确有效的切割,操作人员需要有高超的技术来避免金属板材在切割过程中的热变形。
GCR15钢板火焰切割方式有两种:火焰切割和切割机切割。
气割
切割炬又称火焰枪。使用不同的气体,结构也不同。常用的是氧乙炔炬。乙炔压力为0.01~0.12mpa,氧气压力为0.50~1.0MPa。两种气体通过各自的通道在火焰枪中混合燃烧。火焰的大小和性质可以调整。通常采用手动手持火焰枪切割轧制后的大管坯和板坯,或对钢材矫直后的缺陷进行补充切割。
切割机切割
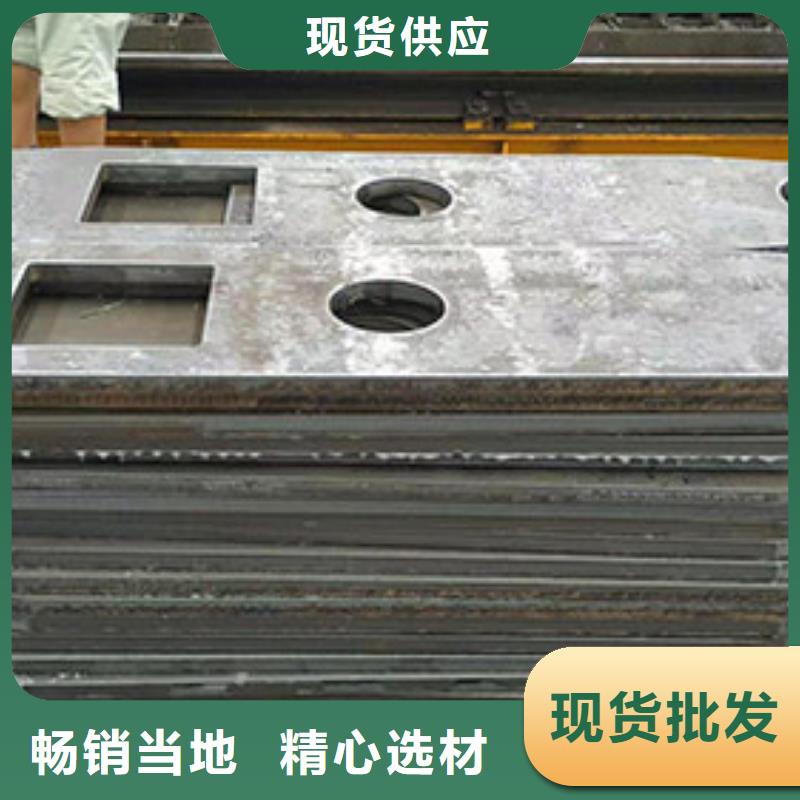
它由割炬、定径机构和割缝清洗装置组成,其工作原理类似于火焰枪。定长机构有机械式、脉冲式、光电式,可实现自动定长。分切清理装置是专门用于清理粘在分切口上的残留物,以防止影响钢材的表面质量。清洗方法是用刮板将粘渣刮掉,再用一组高速旋转的尖锤将粘渣和毛刺敲掉。火焰切割机主要用于连铸机后坯的在线切割设备,切割大断面坯、板坯、管坯,切割厚度大于50mm的成品钢板。
火焰切割常用的有乙炔、丙烷、液化气、焦炉气、天然气等。考虑到污染、能源消耗和成本比,天然气是最适合切割的天然气。但是天然气也有其局限性,即火焰温度不高,导致切割效率不如乙炔。为了弥补这一缺陷,大多数天然气切割厂家选择在天然气中添加增效剂来提高火焰温度和切割效率。包钢和中铁山桥集团使用的是掺有申奇添加剂的协同天然气。包钢生产的中厚板因其平整度而被文昌卫星中心工程标准化。1.检查现场是否符合安全要求,切割炬、氧气瓶、乙炔瓶(或乙炔发生器、防闪器)胶管、压力表是否正常,按操作规程连接气割设备。
2.切割前应先将工件拉平,工件下方应留有一定间隙,以方便去除氧化铁渣。切割时,为防止操作者被飞溅的氧化铁渣烫伤,必要时可加挡板。
3.通过点燃火焰检查空气管路,并适当调整预热火焰。然后打开切割氧阀,观察切割氧流量的形状(即风线)。风线应该是直线的、清晰的、长度合适的圆柱体。只有这样才能使工件切口的表面光滑、干净,宽度一致。如果空气管路不规则,应关闭所有阀门,切割喷嘴的内表面应用针或其他工具进行修整,使其光滑。
4.把氧气调到所需的压力。对于喷射式割炬,要检查割炬是否有喷射能力。检查方法是先拔出乙炔油。
GCR15中厚钢板用火焰切割费用比较低一些



聚贤丰汇特钢有限公司主打业务为“中厚板、特宽厚板、低合金板、锅炉板、容器板、船板、热轧卷板、碳板、高强板。公司为国内多家特大型基建、机械、船舶等企业提供优质板材产品。
在机械加工过程中,板材切割常用方式有手工切割、半自动切割机切割及数控切割机切割。手工切割灵活方便,但手工切割质量差、尺寸误差大、材料浪费大、后续加工工作量大,同时劳动条件恶劣,生产效率低。半自动切割机中仿形切割机,切割工件的质量较好,由于其使用切割模具,不适合于单件、小批量和大工件切割。其它类型半自动切割机虽然降低了工人劳动强度,但其功能简单,只适合一些较规则形状的零件切割。数控切割相对手动和半自动切割方式来说,可有效地提高板材切割地效率、切割质量,减轻操作者地劳动强度。在我国的一些中小企业甚至在一些大型企业中使用手工切割和半自动切割方式还较为普遍。
我们有着多年钢铁从业的经验,专业为钢板用户提供全方位的服务。公司主打业务为“中厚板、特宽厚板、低合金板、锅炉板、容器板、船板、热轧卷板、碳板、高强板。公司为国内多家特大型基建、机械、船舶等企业提供优质板材产品。
在数控火焰切割机的使用中,除了对硬件设备及操作工艺的要求之外,对常用易损件及配件的质量稳定性也需要有一定的了解,割嘴作为数控火焰切割机关键部件之一,在平时的使用过程中,需要操作工对其常出故障及其处理方法有较好的把握。
1.嘴头和割炬配合不严的处理点火后火焰虽正常,但打开切割氧调节阀时,火焰就立即熄灭。其原因是割嘴头和割炬配,合面不严。此时应将割嘴拧紧,无效时应拆下割嘴,用细砂纸轻轻。研磨割嘴头配合面,直到配合严密。
2.保持割嘴通道清洁割嘴通道应经常保持清洁光滑,孔道内的污物应随时用通针清除干净。
3.火焰熄灭的处理点火后,当拧预热氧调节阀调整火焰时,若火焰立即熄灭,其原因是各气体通道内存有脏物或射吸管喇叭口接触不严,以及割嘴外套与内嘴配合不当。此时,应将射吸管螺母拧紧;无效时,应拆下射吸管,清除各气体通道内的脏物及调整割嘴外套与内套间隙,并拧紧。
4.选择合适的割嘴应根据切割工件的厚度,选择合适的割嘴。装配割嘴时,必须使内嘴和外嘴保持同心,以保证切割氧射流位于预热火焰的中心,安装割嘴时注意拧紧割嘴螺母。
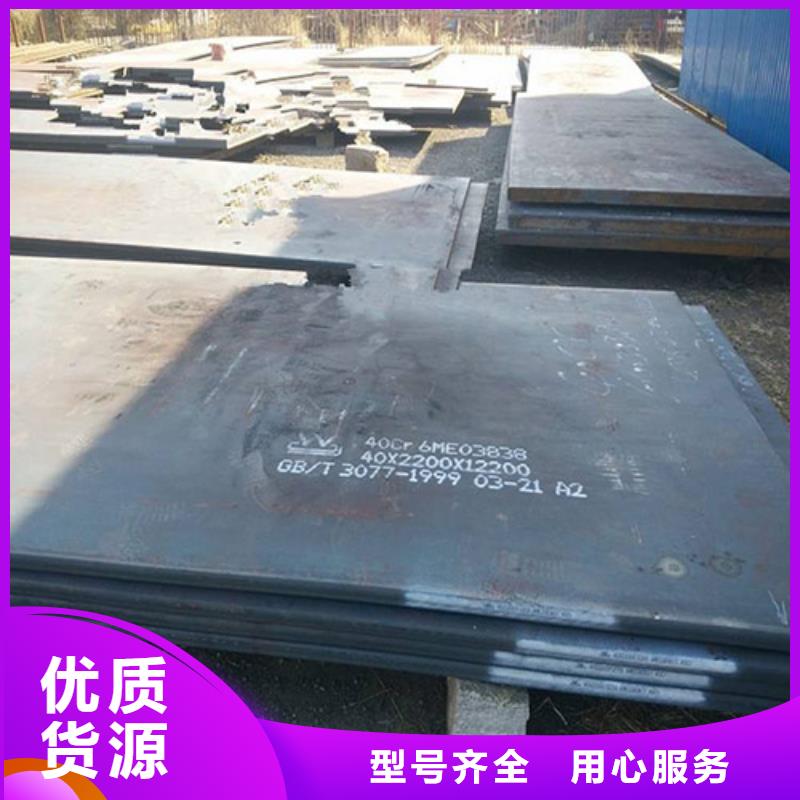
公司常年主营业务:钢板零割、圆钢切割、容器板切割、特厚钢板下料、钢板数控下料、钢板切割下料、中厚板切割、中厚板加工、钢板切割加工、钢板切割轴承座等。
公司常年代理经销宝钢、舞钢、武钢、沙钢、济钢、湘钢、汉冶、长达等国内一二类钢厂热轧中厚板、低合金板、锅炉容器板、造船板。年销售现货钢材及钢材量约25万吨。销售业务遍布于天津、江苏、山东、安徽、浙江、福建、湖北、辽宁、上海等省市。
