



不要犹豫,点击播放我们的汉川市12*1防腐紫铜管一卷有多少米产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:汉川市12*1防腐紫铜管一卷有多少米的图文介绍

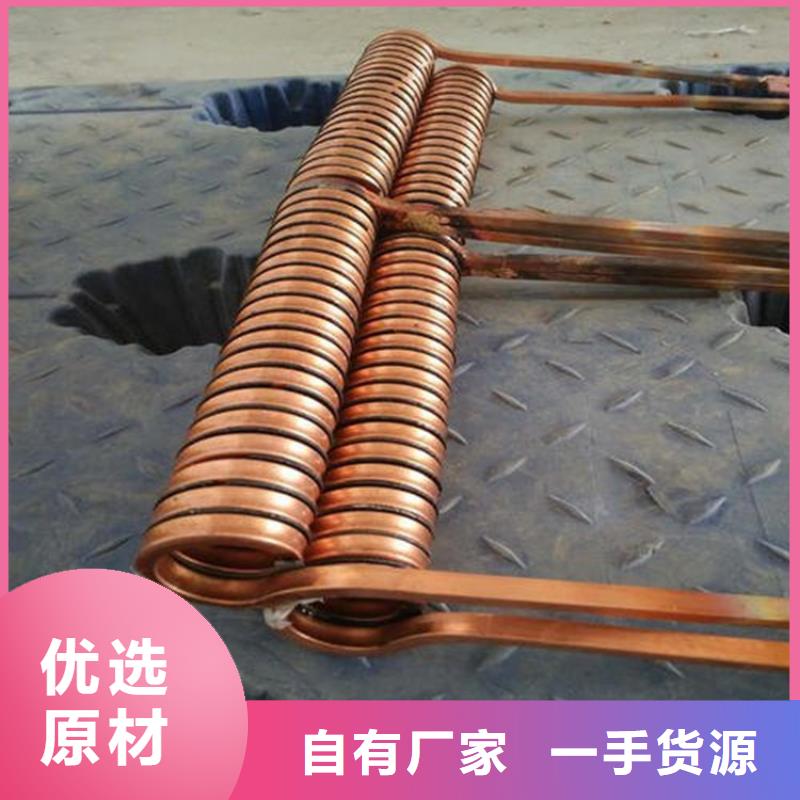
紫铜管的焊接步骤大致上与铜管的焊接步骤是一样的,区别就在于紫铜管焊接使用的焊条是有要求的,使用的焊条满足要求后,还需要助焊剂做辅助,使用的助焊剂选择是粉状的。紫铜管在焊接的时候使用的火焰需要是碳化火焰。
焊接顺序是首先将助焊剂涂在需要焊接的位置,然后加热。加热的时候碳化火焰不能直接遇到助焊剂,加热的位置是在紫铜管与套管之间,将火焰嘴放在这直接的2点来回移动。紫铜管加热后,助焊剂已经融化成了液体,这个时候可以立刻将预热的焊条放在焊点的位置。
焊条一旦融化接着就将火焰嘴在2点直接来回移动,直到焊条溶满缝隙结束。以上就是紫铜管焊接,下面介绍如何让紫铜管延长使用寿命,以紫铜管换热器为例子,一般的换热器使用时间为2个月。让紫铜管能长寿的方法,需要的设备维修人员及时更换或者校正引杆,及时和更换导向轨与托辊。
焊接顺序是首先将助焊剂涂在需要焊接的位置,然后加热。加热的时候碳化火焰不能直接遇到助焊剂,加热的位置是在紫铜管与套管之间,将火焰嘴放在这直接的2点来回移动。紫铜管加热后,助焊剂已经融化成了液体,这个时候可以立刻将预热的焊条放在焊点的位置。
焊条一旦融化接着就将火焰嘴在2点直接来回移动,直到焊条溶满缝隙结束。以上就是紫铜管焊接,下面介绍如何让紫铜管延长使用寿命,以紫铜管换热器为例子,一般的换热器使用时间为2个月。让紫铜管能长寿的方法,需要的设备维修人员及时更换或者校正引杆,及时和更换导向轨与托辊。


紫铜管焊接应在通风良好的场所进行,以防止铜中现象。且焊后,应用平头锤敲击焊缝,以应力和改善焊缝的质量。二、气焊焊接紫铜管常用的就是对接接头,搭接接头和丁字接头尽量少采用。在气焊时,可采用两种焊丝,一种是含有脱氧元素的焊丝;另一种是一般的紫铜丝和母材的切条,且气焊紫铜管时应采用中性焰。
三、手工氩弧焊1、在紫铜管手工氩弧焊前,应把工件焊接边缘和焊丝表面的氧化膜、油等脏物等都清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法这两种。2、根据板厚和坡口尺寸,紫铜管的对接接头的装配间隙应在0.5-1.5毫米范围内选取。
3、这类焊接法通常是采用直流正接,即钨极接负极。为了气孔,保证焊缝可靠的熔合和焊透,必须焊接速度,消耗量并预热焊件。板厚小于3毫米时,预热温度为150-300℃;板厚大于3毫米时,预热温度为350-500℃。
三、手工氩弧焊1、在紫铜管手工氩弧焊前,应把工件焊接边缘和焊丝表面的氧化膜、油等脏物等都清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法这两种。2、根据板厚和坡口尺寸,紫铜管的对接接头的装配间隙应在0.5-1.5毫米范围内选取。
3、这类焊接法通常是采用直流正接,即钨极接负极。为了气孔,保证焊缝可靠的熔合和焊透,必须焊接速度,消耗量并预热焊件。板厚小于3毫米时,预热温度为150-300℃;板厚大于3毫米时,预热温度为350-500℃。



孝感鑫创荣业技术力量雄厚,在新环境下适应了市场经济环境,充满了活力和创造力。公司坚持 紫铜管质量为上、保证信誉和尊重用户的服务宗旨,发扬自强不息、拼搏不止、求实自爱和志在上等的企业精神,竭诚为广大用户服务。


铜管配件若与好管材相连,由于管道与配件的材质不同,冷缩时的物理和机械性能差别很大,连接的牢固度自然要受到额外的挑战。因此,铜管与铜质配件连接,牢固度将得到很大的增强。{随机地名质量过硬铜是种的材料。
铜加工的发展非常迅速,目前我们使用的薄壁铜水管就是个例子,好管材的壁厚薄可以做到0.35毫米,而且是无缝,加上铜本身优良的耐腐蚀性,用作给水、燃气和取暖方面是理想不过的,现在市场上好的金属管材,都是有缝焊接而成,从这点上就足以说明它的性。
管道在设备前应其外观和管口,有显着伤痕的管道不得运用,变形管口运用东西整圆,受污染的管材、管件表里污垢及杂物应收拾洁净。创造辉煌四川紫铜管较相对经济。由于铜管容易加工和连接,使其在安装时,可以节省材料和总费用,邯郸大名紫铜管息,性可可靠性,可省去维修。
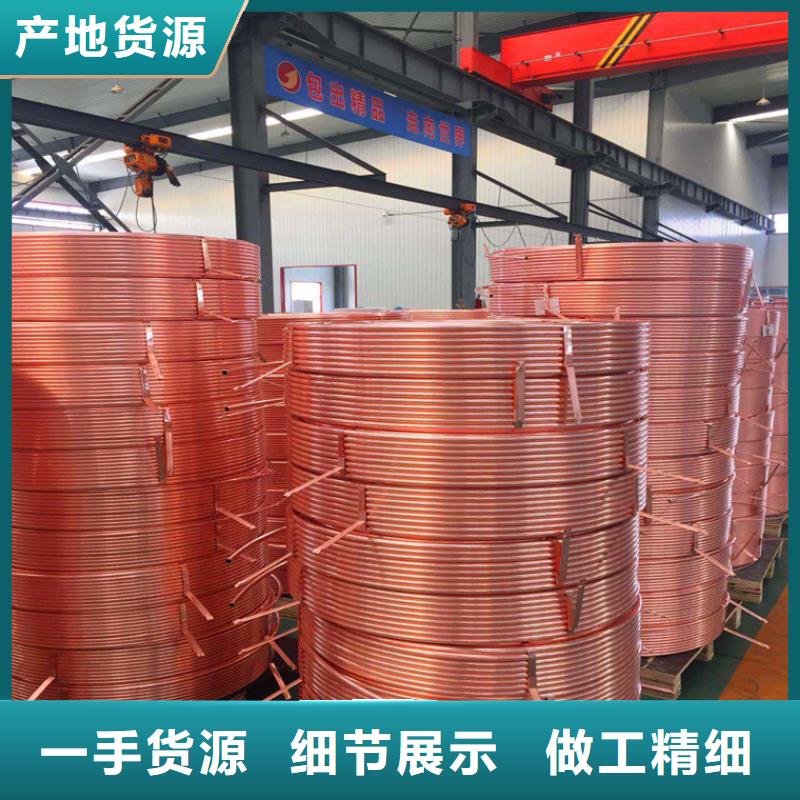
不同成分铜合金的结晶特性和铸造性能不同,铸造工艺特性也不同。邯郸大名紫铜管封口机新价格行情重量较轻,导热性好,低温强度高。常用于换热设备(如冷凝器等)。也用于制氧设备中装置低温管路。直径小的铜管常用于运送有压力的(如、油压等)和用作外表的测压管等。
详情低温强度高。常用于换热设备(如冷凝器等)。也用于制氧设备中装配低温管路。直径小的铜管常用于输送有压力的(如系统、油压系统等)和用作仪表的测压管等。品质好邯郸大名紫铜管封口机新价格行情紫铜管较相对经济。
由于铜管容易加工和连接,使其在安装时,可以节省材料和总费用,性可可靠性,可省去维修。品质改善好限制的实施有望得到加强。有限好区的压力正在增加。据环境保护部李甘杰介绍,2018年3月,邯郸大名铜管紫铜管,北京、天津、河北等2+26个城市周边地区将排队等待大气环境改善效果。
好后一点,市委要对没有60%的副和没有30%的负责。排名电解法。富硫矿石经焙烧成氧化物,碳还原成粗镍,然后电解成纯镍。直接材料邯郸大名紫铜管封口机新价格行情覆塑铜管焊接时应剥出长度不小于200㎜裸铜管,并在两头环绕湿布,焊接完成后覆塑层。
铜加工的发展非常迅速,目前我们使用的薄壁铜水管就是个例子,好管材的壁厚薄可以做到0.35毫米,而且是无缝,加上铜本身优良的耐腐蚀性,用作给水、燃气和取暖方面是理想不过的,现在市场上好的金属管材,都是有缝焊接而成,从这点上就足以说明它的性。
管道在设备前应其外观和管口,有显着伤痕的管道不得运用,变形管口运用东西整圆,受污染的管材、管件表里污垢及杂物应收拾洁净。创造辉煌四川紫铜管较相对经济。由于铜管容易加工和连接,使其在安装时,可以节省材料和总费用,邯郸大名紫铜管息,性可可靠性,可省去维修。
不同成分铜合金的结晶特性和铸造性能不同,铸造工艺特性也不同。邯郸大名紫铜管封口机新价格行情重量较轻,导热性好,低温强度高。常用于换热设备(如冷凝器等)。也用于制氧设备中装置低温管路。直径小的铜管常用于运送有压力的(如、油压等)和用作外表的测压管等。
详情低温强度高。常用于换热设备(如冷凝器等)。也用于制氧设备中装配低温管路。直径小的铜管常用于输送有压力的(如系统、油压系统等)和用作仪表的测压管等。品质好邯郸大名紫铜管封口机新价格行情紫铜管较相对经济。
由于铜管容易加工和连接,使其在安装时,可以节省材料和总费用,性可可靠性,可省去维修。品质改善好限制的实施有望得到加强。有限好区的压力正在增加。据环境保护部李甘杰介绍,2018年3月,邯郸大名铜管紫铜管,北京、天津、河北等2+26个城市周边地区将排队等待大气环境改善效果。
好后一点,市委要对没有60%的副和没有30%的负责。排名电解法。富硫矿石经焙烧成氧化物,碳还原成粗镍,然后电解成纯镍。直接材料邯郸大名紫铜管封口机新价格行情覆塑铜管焊接时应剥出长度不小于200㎜裸铜管,并在两头环绕湿布,焊接完成后覆塑层。



