
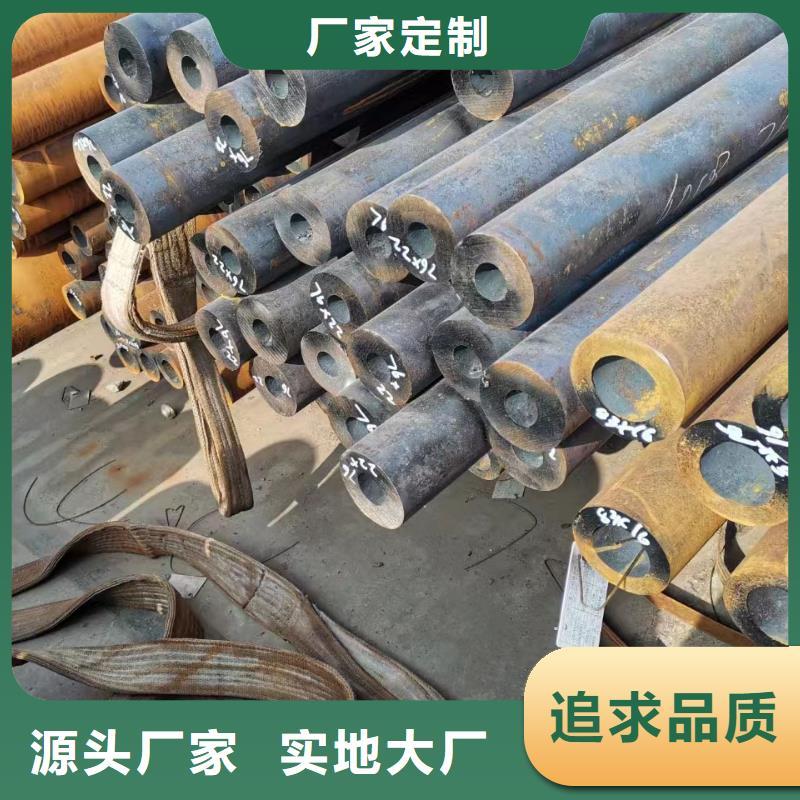




福建无缝钢管厂的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,无缝钢管厂在酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明无缝钢管厂生产钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
福建热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
福建大口径钢管退磁一般选用的是直流退磁线圈,将退磁线圈加在磁粉探伤机之后,但退磁效果并不能使客户满意,问题在于直流退磁场只是产生反向半周磁场,只能让大口径无缝钢管如何退磁内部剩磁反向部分抵消,对外表现的剩磁停留在所需的范围内,所以效果不很稳定。
往往是在现场能够达标,经过搬运、敲打后, 磁场又超标了。其原因就是福建大口径无缝钢管如何退磁内部的磁畴没有经过"磁锻炼"处于不很稳定状态。大口径无缝钢管如何退磁剩磁的 标准是30GS以下,HT30D钢管退磁系统能够将钢管剩磁稳定退到10GS左右,以避 免在以后的运输过程中剩磁再反弹。 技术指标 外形尺寸:400*500*600mm 工作电压:220V 工作电流:5-20A连续可调 工作频率:0-50Hz连续可调 退磁线圈内径尺寸:100-250(按客户要求计)。
福建无缝钢管的防腐工作中与管道的使用期限息息相关,下边无缝钢管厂小编就来为大伙儿解读一番
埋地铺设无缝钢管的防腐是确保和增加其使用期限的重要程序流程,为了更好地确保防腐电缆护套与壁厚融合坚固,管路的除锈更为重要。
一般依据原厂時间、储放运送标准、气侯湿冷水平,美标钢管表面的锈迹可分成铁锈、中锈和重锈。
福建无缝钢管铁锈:一般原厂日期较短、非室外储放时,只在管道表面有小量薄锈,可采用钢刷、打磨砂纸和纯棉纱等手工制作即外露金属质感。
中锈及重锈:原厂日期较长且室外储放或数次装运和运势较长时,管道表面发生空气氧化锈蚀,其锈迹较重,情况严重发生氧化皮掉下来。

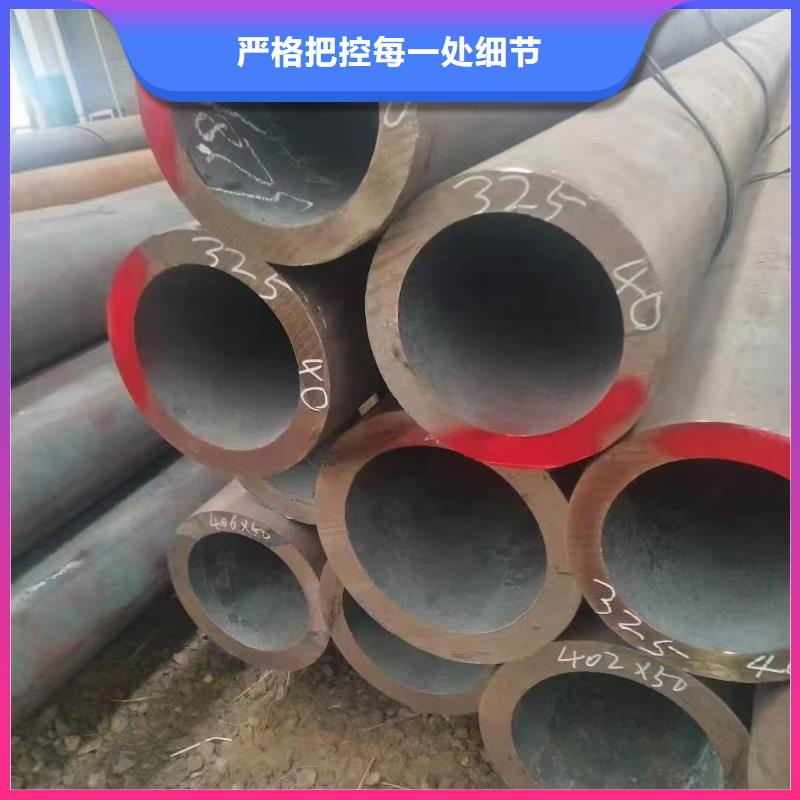
随着社会的发展和进步,如今大口径无缝钢管被广泛应用于许多领域,如油气输送。大无径无缝钢管的端口应该是标准的圆形,但其形状会受到一些因素的影响,导致变形的情况。变形的大口径无缝钢管无法正常使用和安装,那么应该如何避免这种情况呢?接下来大口径无缝钢管的生产厂家就具体说说:
一:首先是需要福建大口径无缝钢管厂家所需要注意的事项,生产大口径无缝钢管时,应严格控制焊接质量,避免焊接接头夹渣,使用的焊丝焊剂必须采用优质产品,保证大口径无缝钢管的性能,使其不易变形;
二:大口径无缝钢管存放时,一定要掌握正确的存放方法,不要堆放过高。有些大口径无缝钢管在储存时也需要进行支撑,避免因储存不当造成其端口变形;
三:在装卸大口径无缝钢管时,还应注意避免大口径无缝钢管的撞击或碰撞。如果撞击或碰撞太严重,大口径无缝钢管的端口也会发生变形。
那么,以上就是大口径无缝钢管生产厂家分享几种防止大口径无缝钢管端口变形的方法。有兴趣的朋友可以了解一下,希望能帮到你。
