



九冶管业有限公司
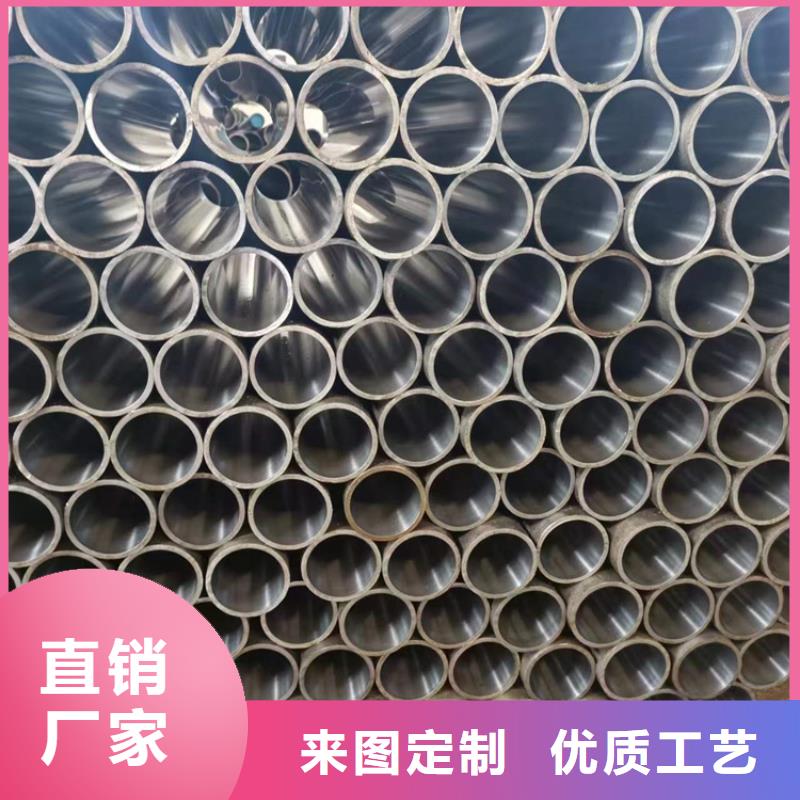
珩磨管的实用性如何。珩磨管的工作其实说简单点就是为了减少工件的表面粗糙程度,但是很多人并不知道珩磨管到底是怎样工作的,下面我们就简单的来了解一下珩磨管是怎样工作的吧。在珩磨管工作的时候,会有一个砂条。砂条上会放上很多磨粒,如果给这些磨粒够多的压力,那么珩磨管就会以相应的速度,然后对工件的表面进行摩擦。这样的挤压和挂侧就可以细细的减少工件的表面粗糙程度。还有就是在砂条运转和上下运动的时候,那些磨粒会在表面形成相应运动轨迹。珩磨管的切速是比较低的,这样就能够大大增加珩磨的效率。1.珩磨管,其用珩磨机来珩磨的话,那么,其在内孔直径上,可以达到多少?珩磨机的珩磨,其是通过珩磨油石条来进行,并对所要珩磨的表面进行修整研磨,达到预期加工效果。所以,对通过珩磨机珩磨得到的珩磨管,其在内孔直径上,一般的,是为5到500毫米这一范围内。必须更换
云南玉溪市油缸缸筒 加工原理
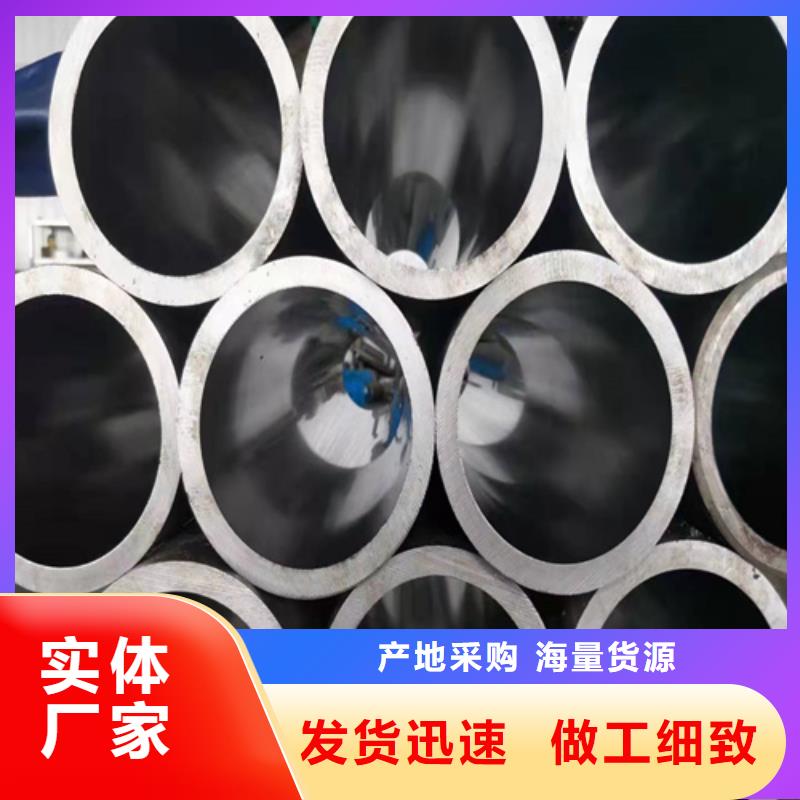
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。

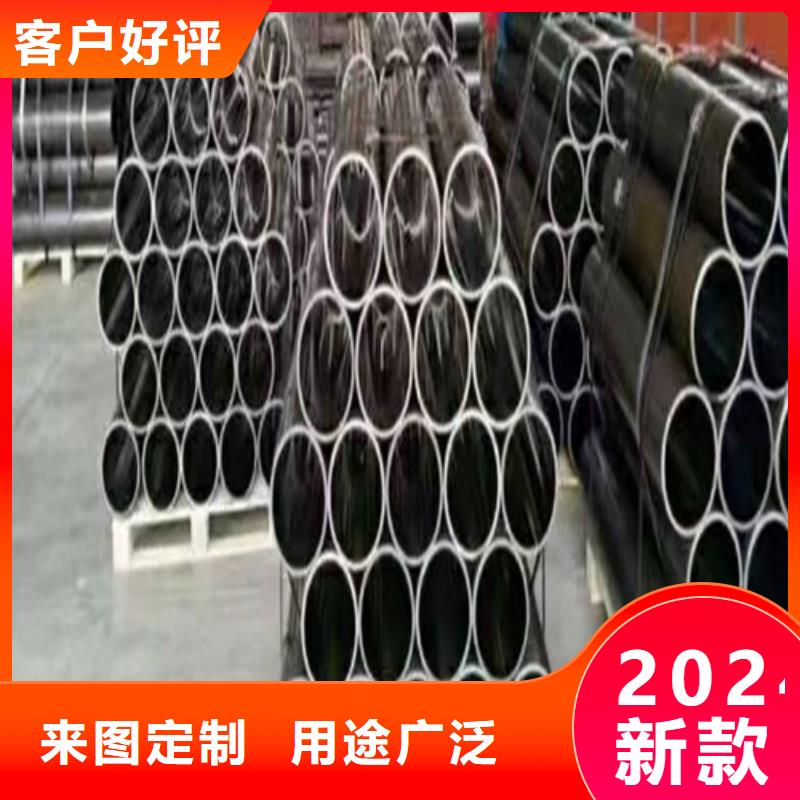
 因此,生产的珩磨油缸管不能大量裁员,但随着珩磨油缸管市场的发展,也是 的供应方面一展身手规模的市场趋势,结构性改革是一个大方向,和珩磨油缸管厂家在供方改革的基础上向大型化发展的结构,所以不要盲目跟从民族风的改革,一切从珩磨油缸管的现实本身是可取。珩磨管不管什么设备,不管设备的质量有多好,都有使用时限,但是如果平时使用正确、维护好,可以有效延长使用寿命,液压油缸是液压系统中的一员,怎样延长液压油缸的使用寿命?
九冶管业有限公司
云南玉溪市油缸缸筒 加工原理
因此,生产的珩磨油缸管不能大量裁员,但随着珩磨油缸管市场的发展,也是 的供应方面一展身手规模的市场趋势,结构性改革是一个大方向,和珩磨油缸管厂家在供方改革的基础上向大型化发展的结构,所以不要盲目跟从民族风的改革,一切从珩磨油缸管的现实本身是可取。珩磨管不管什么设备,不管设备的质量有多好,都有使用时限,但是如果平时使用正确、维护好,可以有效延长使用寿命,液压油缸是液压系统中的一员,怎样延长液压油缸的使用寿命?
九冶管业有限公司
云南玉溪市油缸缸筒 加工原理
