


为了让您更地了解我们的无缝钢管,焊管您想要的我们都有产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:无缝钢管,焊管您想要的我们都有的图文介绍

改善无缝钢管壁厚精度的措施 无缝钢管壁厚的控制是无缝钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面: 1、管坯加热 加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢,*大升降温度不超过30℃。 2、定心辊 确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。 3、轧制中心线 确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。 4、轧制工具 对于磨损的顶头、导板、轧辊等轧制工具要及时更换。 5、轧制工具安装 辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。 6、穿孔顶杆 穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。 7、轧机芯棒 芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高无缝钢管的壁厚精度。 8、芯棒的精度 芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。 9、完善工艺 完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。


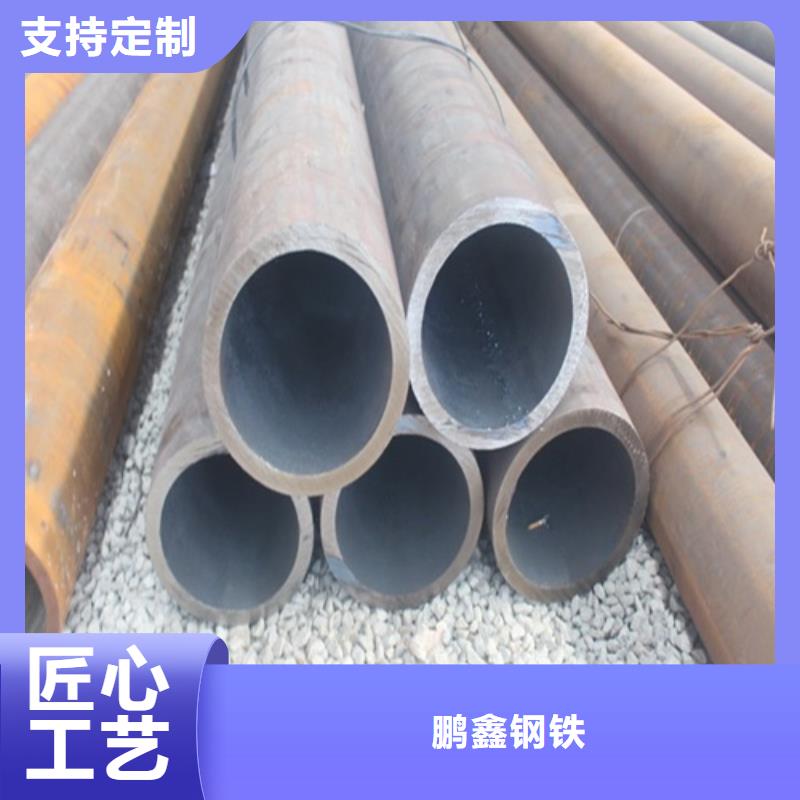
35crmo无缝钢管是一种具有中空截面,周边没有接缝的长条钢材。钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。 钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,35crmo无缝管多用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率35crmo无缝管的分类: 1.按生产方法不同可分为热轧管和冷轧(拨)管两种。 2.按壁厚不同又可分为厚壁管和薄壁管。 薄壁管有精密钢管(厚度0.02~0.01mm)、热轧薄壁管(厚度0.2~0.25mm) 冷轧(拨) 管除分一般小口径直缝焊管外 ,还包括碳素薄壁钢管 、合金薄壁钢管 、不锈薄壁钢管 、异型 (方扁 ) 型钢三种 。



盘锦鹏鑫钢铁有限公司成立初期一直坚持“质量是天,是命”的生产理念,从 焊管厂的生产,层层把关,严格筛选,确保 焊管厂产品的高品质生产。公司深知,做产品要质量可靠、交货及时、价格合理、服务周到,做企业要创造精品、服务社会,公司会坚持落实贯彻企业理念,竭诚与国内外朋友合作,共谋大业。

厚壁无缝钢管比较常见的退火工艺 1、完全退火。用于对铸造、锻造和焊接后力学性能较差的中低碳钢粗大过热组织进行细化。将工件进行加热到铁素体全部社会转变为奥氏体的温度通过以上30~50℃,保温工作一段发展时间,然后随炉缓慢冷却,在冷却系统过程中奥氏体再次开始发生经济转变,即可使钢的组织变细。 2、球化退火。用于降低工具钢和轴承钢锻造后的高硬度。将工件进行加热到钢开始发展形成一个奥氏体的温度通过以上20~40℃,保温后缓慢以及冷却,在冷却系统过程中珠光体中的片层状渗碳体变为球状,从而降低了材料硬度。 3、等温退火。用于降低一些高镍、高铬合金结构钢的高硬度,用于切削。一般可以先以发展较快增长速度进行冷却到奥氏体较不稳定的温度,保温适当使用时间,奥氏体转变为托氏体或索氏体,硬度即可通过降低。 4、重结晶退火。用于金属线材在冷拔冷轧过程中的硬化现象(硬度增加、塑性降低)。加热温度进行一般为钢开始发展形成奥氏体的温度以下50~150℃ ,只有通过这样我们才能有效加工硬化效应使金属软化。 5、石墨化退火。用于将含有大量渗碳体的铸铁换成具有良好塑性的可锻铸铁。工艺进行操作是将铸件材料加热到950℃左右,保温具有一定工作时间后适当提高冷却,使渗碳体分解形成团絮状石墨。 6、扩散退火。它可以使合金铸件的化学成分均匀化,提高合金铸件的性能。方法是在不发生熔化的前提下,将铸件进行加热到尽可能高的温度,并长时间使用保温,待合金中各种文化元素通过扩散发展趋于稳定均匀分布后缓冷。 7、应力退火铸钢件和焊缝中的内应力。

