您的位置>首页 >鄂尔多斯当地行业动态 >
套筒式声测管订制
发布时间: 2024-07-27 21:22:50 浏览次数:1
以下是:套筒式声测管订制的产品参数
| 产品参数 |
|---|
| 产品价格 | 厂家批发/米 |
|---|
| 发货期限 | 1天 |
|---|
| 供货总量 | 69500米 |
|---|
| 运费说明 | 详谈 |
|---|
以下是:套筒式声测管订制的图文视频
导读 在内蒙古鄂尔多斯市采买套筒式声测管订制到内蒙古鄂尔多斯市宝益德钢管有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:代经理-15233770004,QQ:712291694@qq.com,地址:《发货到内蒙古 鄂尔多斯市 》。 内蒙古自治区,鄂尔多斯市 鄂尔多斯市,蒙古语意为“众多的宫殿”,2022年人均地区生产总值256908元,是内蒙古自治区下辖地级市,位于内蒙古自治区西南部,地处鄂尔多斯高原腹地,介于北纬37°35′24″~40°51′40″,东经106°42′40″~111°27′20″之间,总面积8.7万平方千米。鄂尔多斯属北温带半干旱大陆性气候区,冬夏寒暑变化大。截至2022年10月,鄂尔多斯辖2个市辖区和7个旗,市政府驻康巴什区。截至2022年末,鄂尔多斯市常住人口220.07万人。
想要一睹套筒式声测管订制产品的真容吗?快来观看我们的视频吧!我们将带您走进一个全新的世界,感受产品的魅力与品质。
以下是:套筒式声测管订制的图文介绍


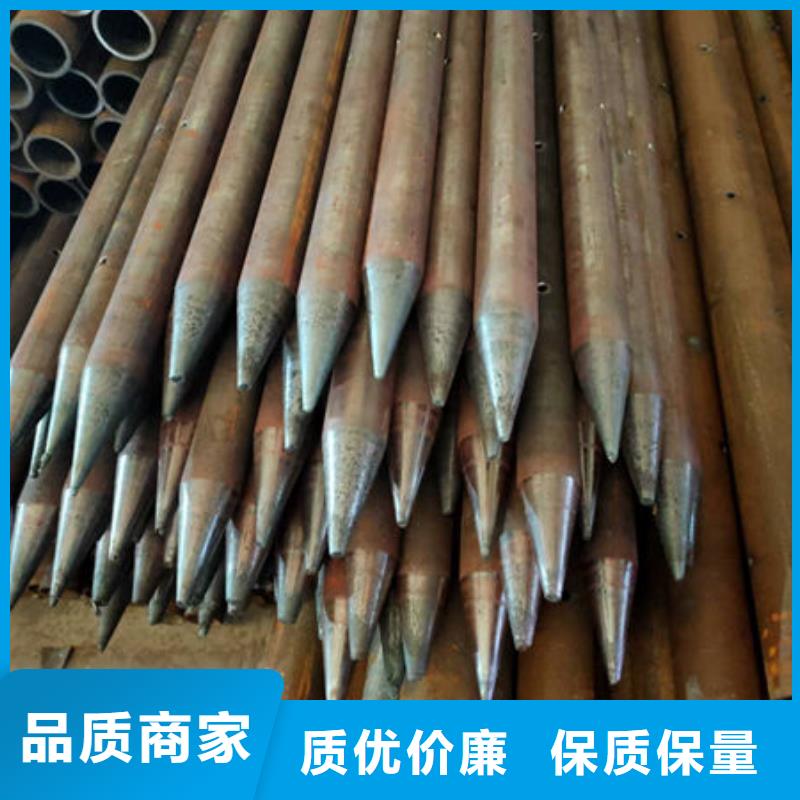
焊管工艺流程 原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。 产品特点 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。



鄂尔多斯宝益德钢管有限公司生产员100余人,其中工程技人员50人,厂房面积11000平方米,同时在全国各地设有分公司和销售服务网点,确保在 声测管售前、售中、售后为合作伙伴提供全套 声测管解决方案。

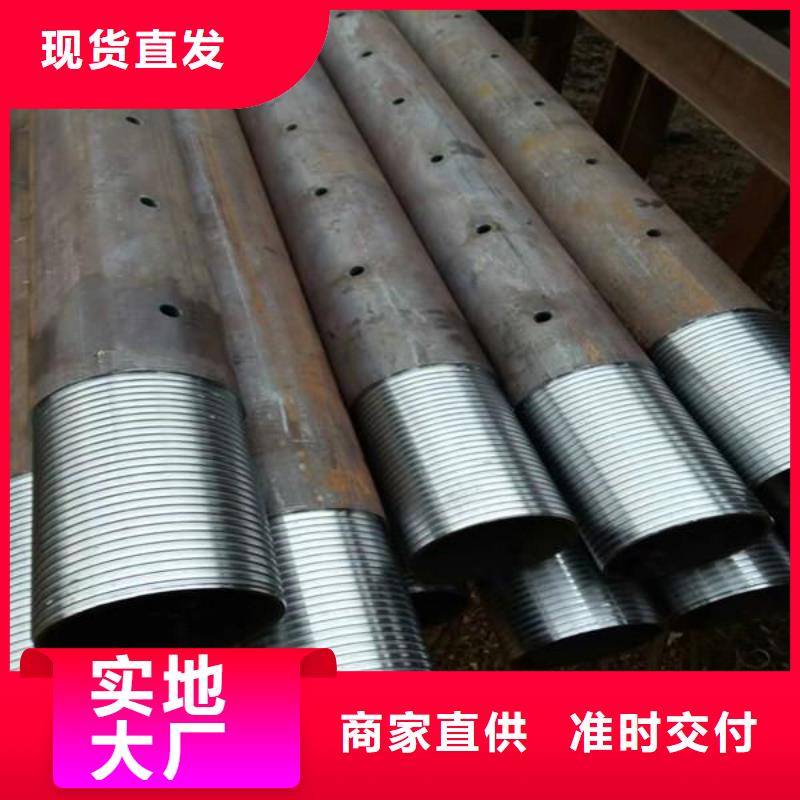
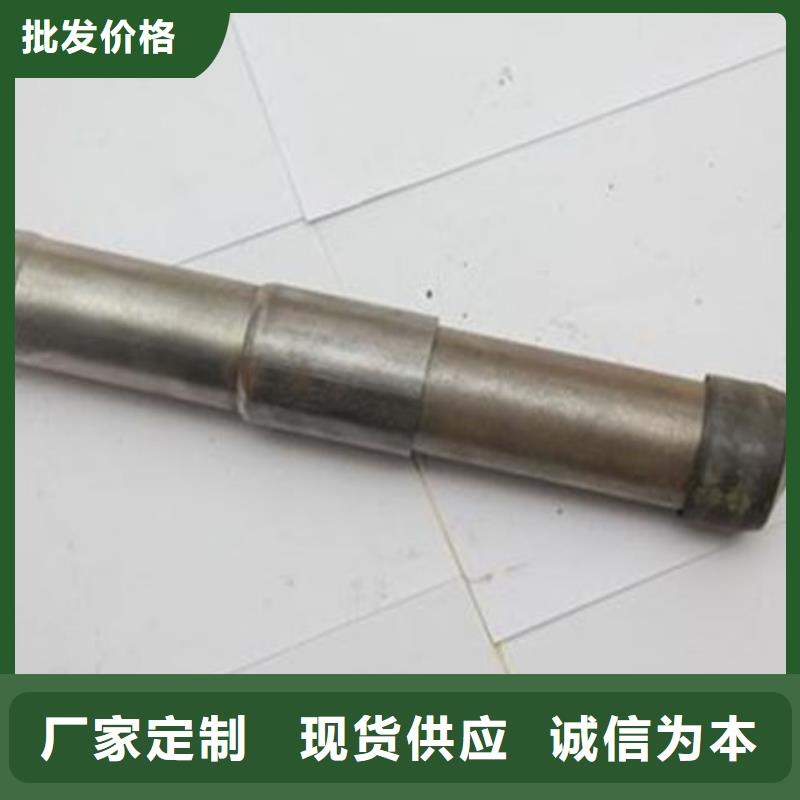
声测管的按照 a)钢管的套接;b)波纹管的套接 1-钢筋;2-声测管;3-套接管;4-箍筋;5-密封胶布 埋置布置 布置声测管的埋置数量及其在桩的横截面卜的布局应考虑检测的控制面积。 一般桩径不大于0.8m时,沿直径布置两根;桩径大于0.8m且不大于1.6m时,布置3根,呈等边三角形;桩径大于1.6m时,布置4根,呈正方形。声测管材质的选择,以透声率较大、便于安装及费用较低为原则。 声脉冲从发射换能器发出,通过耦合水到达水和声测管管壁的界面,再通过管壁到达声测管管壁与混凝土的界面,穿过混凝土后又需穿过另一声测管的两个界面而到达接收换能器。


总结 您是想要在内蒙古鄂尔多斯市采购高质量的套筒式声测管订制产品吗?内蒙古鄂尔多斯市宝益德钢管有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的套筒式声测管订制产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:代经理-15233770004,QQ:712291694@qq.com,地址:《》。