


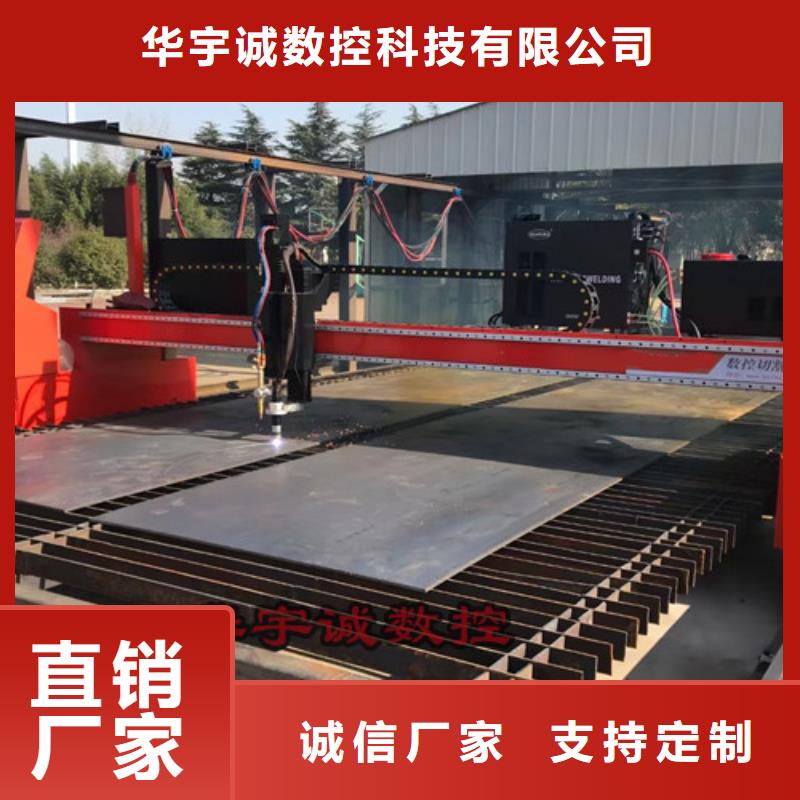

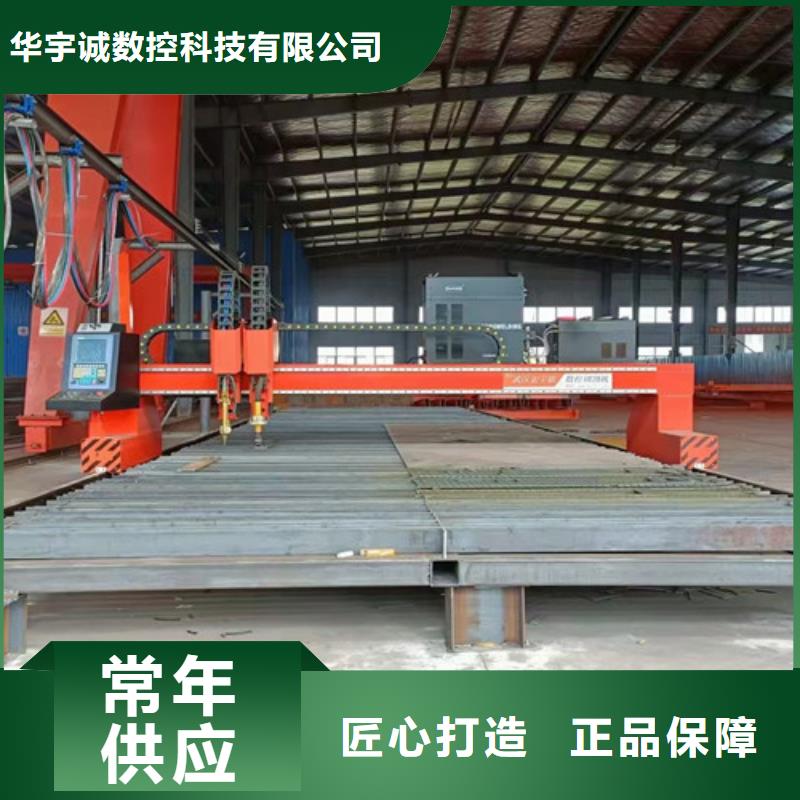
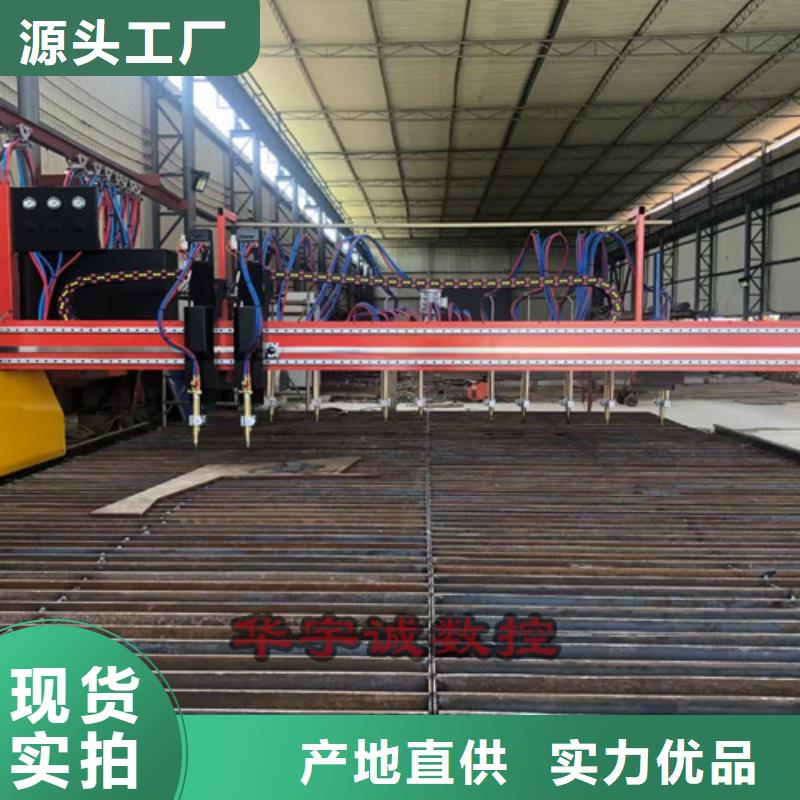

该型数控等离子切割机亦为龙门式结构,横向跨度有2m-10m等多种规格,均采用双轴心导轨、双边驱动,可根据用户要求配置多把火焰、等离子割炬及配套自动调高系统,可配置成数控切割与直条切割两用,以及相贯线使用.两边分别以齿轮齿条传动,工业造型结构,先进的人性化工控技术,配置高端等离子系统、传动系统、控制系统,其主要优点是速度快、切割精度高,主要针对中厚和薄板切割。可选配自动调高系统。
整机采用国标8mm钢板激光下料而成,上面跟后面折弯而,提高刚性,移动前板使用龙门刨床加工而成,大大提高整机刚性,延长使用寿命。整机结构合理按照黄金分割比例设计.它采用了常规的中央电气控制柜和中央集中气路控制的方式设计线缆气管布局合理机器具有良好的接地和电磁干扰性能可以根据客户不同的要求配置不同数量的等离子火焰切割头来满足不同客户的要求。
武汉华宇诚数控等离子切割机的特色:
1.操作简单,易学 ,易入手。
2.采用了斯达微步数控系统,(可选配上海交大数控系统)采用10.4英寸彩色液晶屏,色彩鲜艳不怕强光,抗干扰 。
3.与Auto CAD采用了相同的图形显示风格,让您使用更方便。
4.整机采用免维护设计,避免了因工作环境对设备使用寿命的危害。
5.的图库功能杜绝了简单的图形还要用电脑编程的苦恼,只要将需要切割的图形在系统里选择好并输入要切割的件数、大小及其他参数,然后就可以调出使用了!我们不光支持图库内图形排料,还支持客户程序在设备内进行排料。(这个功能并不是谁家的设备都有的)
6.我们为您预留多个扩展接口为增加新功能及安装新型配件预留了较大的升级空间!并备有32M的内存空间(每个切割程序只占几KB所以不你担心您的程序存储不下)并且支持大容量U盘传输。并可自如完成中英文转换,可执行、显示、保存中文文件名。
数控火焰切割机与数控等离子切割机不同之处对比目前市场的数控切割一般分为两种切割方式:数控火焰切割和数控等离子切割。他们两者之间的不同主要表现在一下几个方面:
1、切割方式的不同。数控火焰切割机火焰切割是利用高温火焰将钢板表面的某一点加热至燃点,并充以高压氧,使之燃烧形成切口的切割方法。而数控等离子切割机等离子弧切割是利用高温等离子电弧的热量使工件切口处的金属局部熔化(和蒸发、,并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。
2、切割气体的不同。通常数控火焰切割机切割时需要燃气和氧气,而火焰的可用燃气有三种:煤气,丙烷,乙炔。考虑到实用性和性,目前火焰切割主要采用丙烷气体。而数控等离子切割机切割气体有氩、氢、氮、氧、空气、水蒸气以及某些混合气体。
3、切割厚度不同。数控火焰切割的厚度一般在6-200mm,但是特殊改造后切割厚度可以达到350mm左右。而数控等离子切割的厚度是根据与切割机相配套的电源大小而决定的。
4、切割材料的不同。数控火焰切割一般在市场上普遍用于普通钢板的切割下料,而数控等离子切割所以在很多类型的金属下料中都能使用的上,例如不锈钢、铝板、锰钢板等,Q235板料当然也能够很好的使用。
5、切割速度的不同。在切割速度上,数控火焰切割机比人工切割要快上很多倍。但是与数控等离子切割机相比,又稍慢一些。我们来做一个实验,切割20mm厚的板材,火焰切割速度大约每分钟450mm/min,等离子切割速度大约每分钟1500mm/min。
6、切割效果的不同。在切割效果上数控火焰切割的垂直度要比数控等离子的切割垂直度要好,火焰切割割面是垂直的,等离子切割割面有一定的倾斜。
7、切割成本的不同。火焰切割:前期投入较小,后期成本较多;等离子切割:前期投入较大,后期成本相对少些。两种方式切割成本的不同主要因为火焰切割不需要电源,主要是需要燃气,而等离子切割需要电源和割嘴。
看了上面的对比,我们来总结一下:无论是数控火焰切割机还是数控等离子切割机对比原始的手工切割或者仿形切割要简单效率的多,大大的提高了您的加工效率和减少了您的生产成本。
购买数控等离子切割机的时候应该注意哪些问题
首先,必须实地勘察所购买的数控等离子切割机;
其次,对于售后的细节问题进行详细了解;
然后,采购的数控等离子切割机价格高的话可采用,打款一半发货,收货验收后再行付款!
如果双方不签订任何合同协议,在采购过程中的设备技术要求参数,设备调试,设备维护,设备装卸因诸多问题会影响时候的话,没有依据追溯!
建议,双方协商,打款一半或者装车后打款百分之七十,收货验证后付剩余百分之二十或全款!
如果产品需要各种质量检验单位的检测,需要生产厂家资质手续一定齐全,尤其是产品出厂合格证明等。
如果协商不成,实在不行亲自去一趟厂家,看着检验装车后打款也是可行的。
