



我们精心制作的NM550耐磨钢板现货供应及时产品视频已经准备就绪,【一睹真容!】产品视频,全方位呈现产品魅力!
以下是:NM550耐磨钢板现货供应及时的图文介绍

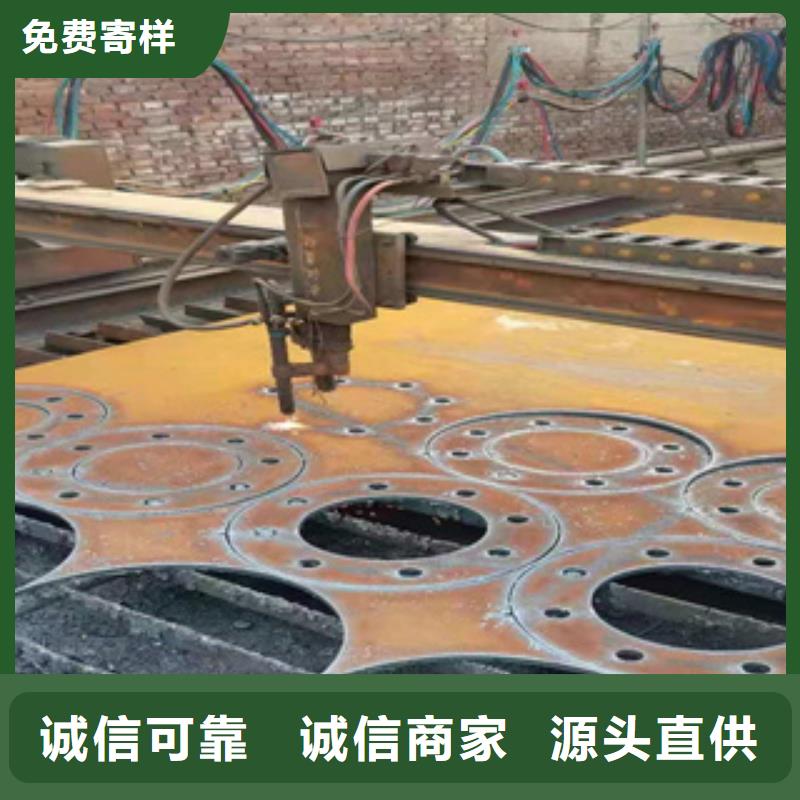
(2)析出气孔溶解于熔融金属中的气体在冷却和凝固过程中,由于溶解度的下降而从合金中析出,并在碳化铬耐磨板中形成的气孔,称为析出气孔。析出气孔分布较广,有时遍及整个碳化铬耐磨板截面,影响钢板的力学性能和气密性。 防止析出气孔产生的主要措施有:合金的吸气量;对金属进行除气处理;冷却速度或使耐磨板在压力下凝固,阻止气体析出等。(3)反应气孔浇入铸型的熔融金属与铸型材料、芯撑、冷铁或熔渣之间发生化学反应而产生的气体在碳化铬耐磨板中形成的孔洞,称为反应气孔。 由铸型、芯撑、冷铁等与合金反应形成的气孔,多位于碳化铬耐磨板皮下1~2mm处,直径约1~3mm,称皮下气孔或。反应气孔形成的原因和方式较为复杂。不同合金防止反应气孔的方法也有所区别,但芯撑、冷铁表面无油、无锈并保持干燥是防止反应气孔出现的主要措施之一。 目前耐磨衬板主要应用在冶金、煤炭、建材、化工、发电等工业的选矿、洗煤、破碎、输送、筛分等设备中。通过几年来在冶金行业的选矿、烧结、焦化,煤炭行业的选煤,建材行业砖、水泥等领域的推广应用,均取得了较好的效果。

滁州镀锌钢管


双金属耐磨板的预热温度750℃焊接电源采用直流正板性,以工件的温度。焊接电流250A,焊钳采用自制的水冷式焊钳。手工电弧焊缘。焊件厚度大于5毫米时,焊前必须预热,预热温度一般在600-740℃左右。用107#双金属耐磨板焊接,电源应采用直流反接。 焊接时应当用短弧,钢板不宜作横向摆动。钢板作往复的直线运动,可以改善焊缝的成形。长焊缝应采用逐步退焊法。焊接速度应尽量快些。在焊接时,必须清除层间的熔渣,且焊接应在通风良好的场所进行。耐磨板焊好后应用平头锤敲击焊缝,消除应力和改善焊缝质量。 手工氩弧焊:在双金属耐磨板手工氩弧焊时,采用的钢板有双金属耐磨板201(钢板)和双金属耐磨板202。焊前应对工件焊接边缘和钢板表面的氧化膜、油等脏物都必须清理干净,避免产生气孔、夹渣等缺陷。清理的方法有机械清理法和化学清理法。 复合耐磨板主要有以下八大性能,下面鑫州具体为大家介绍一下各大性能的特点:适应性好:用软管半自动或自动全位置焊比较方便,因此利于全位置焊。易掺合金:复合耐磨板可以用钢带卷入药粉掺合金来作成各种不同耐磨钢板,可更大范围地代替手工焊和实心钢板气保护焊及埋弧焊。



滁州鑫邦源特钢有限公司坐落在经济开发区钢管城2排5号,本厂主要生产 镀锌钢管。公司自成立以来,一直把产品质量作为企业生存的根本,把服务质量作为我们成功的桥梁,我们衷心希望与广大客户建立业务联系,并提供完善的服务,同创业,共发展。
我们坚持诚信为本,,服务用户,回报社会的原则,建设以管理为基础,以用户为中心,以科技为先导,以改进为动力的质量、信誉型企业。



