
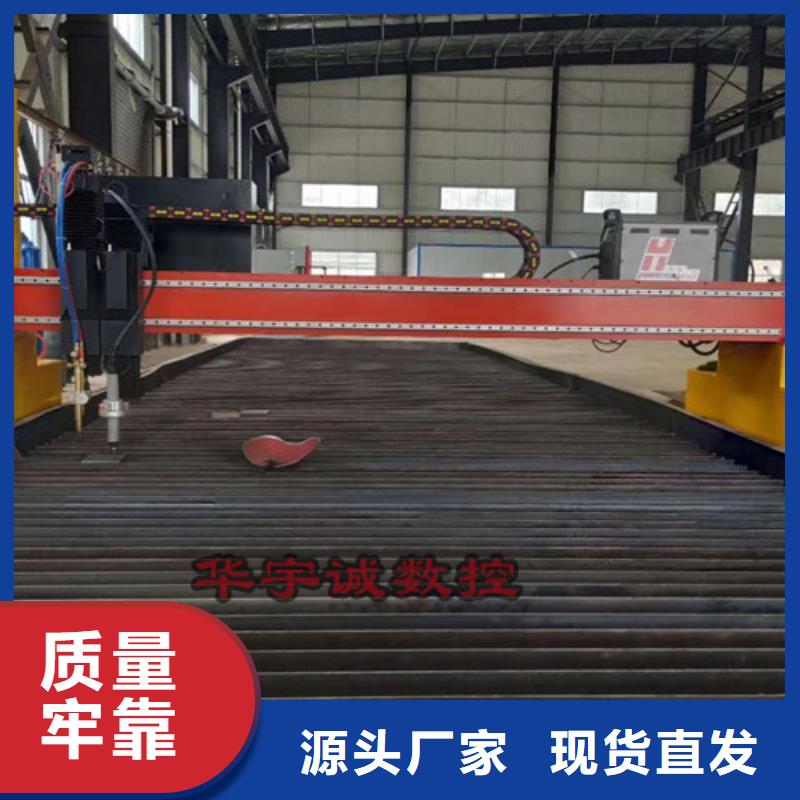


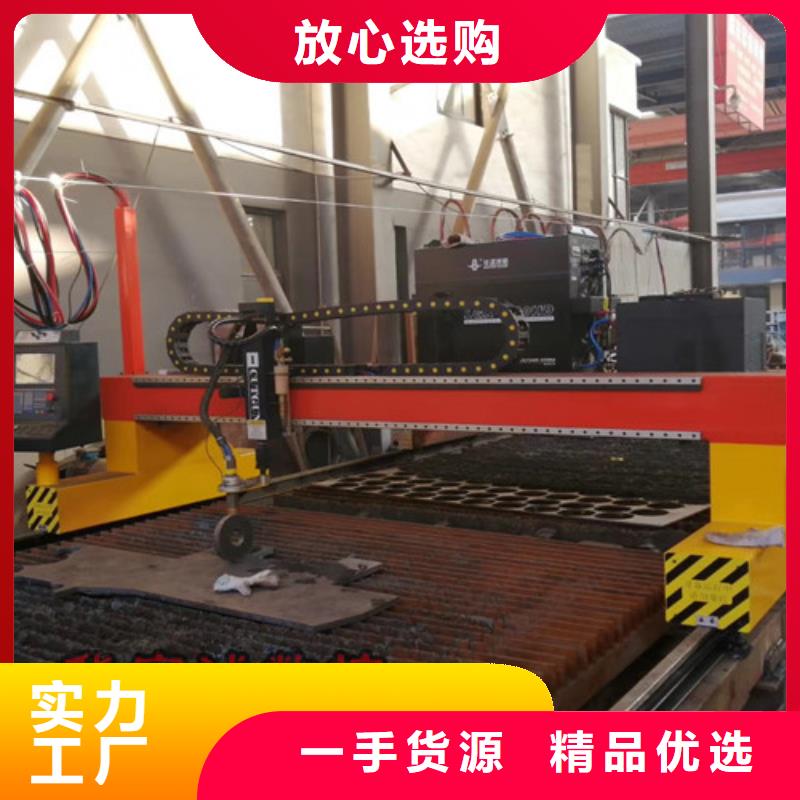
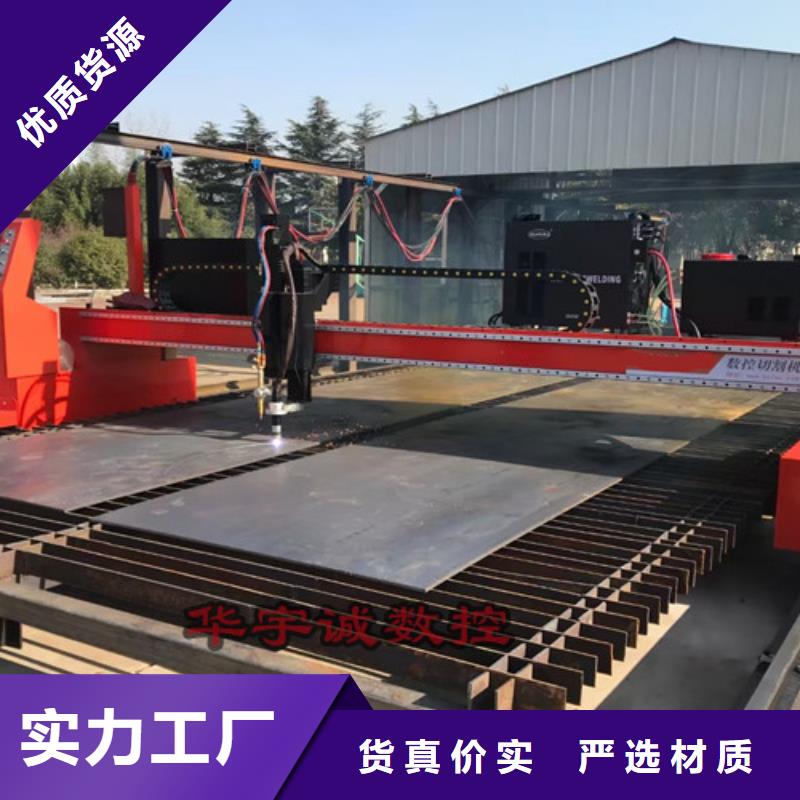
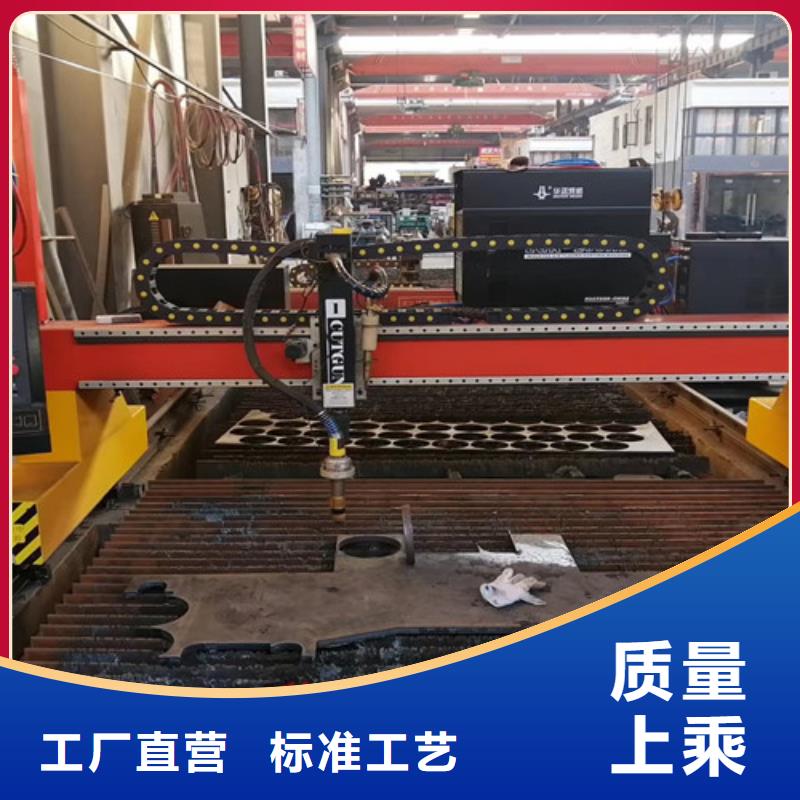


随着等离子切割技术的不断发展,数控等离子切割机的使用越来越普遍。作为中小厚度板切割下料主要设备之一,数控等离子切割机具有操作简单、度高、工作效率高、劳动强度低等优点,被广泛应用于多个行业,如化工行业、汽车行业、机械行业、轨道交通行业等。对于采用传统切割方式难以切割的材料,可使用数控等离子切割机完成;从切割速度上,在切割中小厚度碳钢板时,数控等离子切割速度快于传统的火焰切割速度,同时切割面保持光洁且热变形情况好;从切割成本上,数控等离子切割成本远远低于激光切割成本。切割工作台的优化切割机自带的切割工作台有很多块隔板支撑,如图1所示,两隔板间距110mm,切割小件时往往会出现工件掉进隔板之间而无法拿出的情况,而且隔板为8mm×190mm×4600mm直平钢板,由于经常切割的原因,下面隔板氧化渣太多,影响正常切割,需经常清理或更换。切割工作台的优化方案及实施情况由于本行业产品结构和产品批次均不固定,为了节省材料,经常采用套料形式(即大料和小料配套排版),如何通过对等离子工作台的工艺创新等离子切割机的利用率和切割工作台的使用寿命,是我们目前需要解决的问题。图片图1 数控等离子切割机自带切割台针对此问题,对现有下料产品进行工艺分析并分类,挑选出小切割件,并确定小件尺寸,结合现场情况设计一套新的工作台,如图2所示。图片图2 数控等离子切割机优化后工作台模型图⑴具体方案。1)该平台按1500mm×3000mm的尺寸制作,可以多个平台组合使用;2)平台外框由4mm板材折成U形件,并组焊成长方形框架结构,确保框架的刚度,以防在吊运过程中变形;3)框架内部有2~3个由4mm 板折成的V形件,纵向倒扣在框架内,在纵梁上开3.5mm宽槽口,便于隔板的插入;4)隔板由1500mm×200mm板制成,将一边切割成锯齿形结构。⑵具体实施过程。1)根据设备参数及所需切割零件的大小,设计切割工作台的长、宽、高和隔板间距;2)根据设计图制作切割工作台;3)所有切割工作台零件均用数控切割机一次割出,尺寸,方便隔板的更换;4)切割工作台框架采用数控折弯机进行编程折弯,定位尺寸准确,成形度好;5)组焊切割工作台框架;6)将隔板插入切割工作台;7)将切割工作台放在原有切割工作台上,切割时将料放在活动切割工作台上进行切割,如图3所示。图片图3 数控等离子切割机优化后工作台实物图切割过程中路径优化由于板材的热胀冷缩效应,在切割过程中加工件与余料之间会产生相对移动,按加工件重量与余料重量的差别,产生相对移动可分为以下三种情况:⑴当加工件重量>余料重量时,加工件不动,余料相对平台移动,不影响加工件的尺寸;⑵当加工件重量<余料重量时,加工件相对平台移动,余料不动,加工件产生一定的偏差;⑶当加工件重量与余料重量相当时,加工件和余料相对平台都可能产生移动,影响加工件的尺寸。实践表明,加工件或余料相对平台产生的移动,使加工件产生的尺寸误差一般在0.3~4mm之间。工件单边的切割路径在数控等离子切割过程中选择合理的切割工艺,产生的变形量会有不同。在切割图4所示板材时,若选择A点为起弧点,切割方向和顺序为:A→D→C→B→A(图4a),当完成AD段的切割,加工DC段时,由于DC段余料窄,切割时高温使DC段余料产生线性伸长,CB段向外偏转,切割后使DC段尺寸缩小δ(图4b),δ 的大小与DC段的尺寸成正比。如果选择 A→B→C→D→A的切割顺序,工件经DA与母板分离,可有效减小切割变形。图片图4 工件单边的切割路径及变形情况图片图5 细长件切割图片图6 细长件两件配对切割细长件的变形控制对于图5细长件的切割,若按A→B→C→D→A,当切割DA段时,BC段的膨胀可阻止CD 段的膨胀,完成整体切割冷却后,DA段的收缩量要大于BC段的收缩量,使工件向DA侧弯曲。旁弯量δ的大小取决于加工件的长宽比Y/X,长宽比越大,旁弯量δ就越大。如果采用两件配对切割,如图6所示,选择A点为起弧点,切割方向和顺序:A→B→C→D→E→A→F。在完成DE段时,与母板分离相当于工件长宽比缩小一半,使旁弯量δ减小,当切割AF段时使工件两侧膨胀和收缩量相等,细长件旁弯变形能明显减小。异形件的切割工艺对于特殊件的切割(图7),综合上述的加工方法并针对不同异形件,可选择下列的切割工艺。图片图7 特殊件切割⑴对于凹形件采取两件配对切割的方法,先切割内边,后切割外边,由外向内使两件分开。切割顺序如图 8所示,内边:A1→B1→C1→D1→A1;外边:A→B→C→D→A,E→F、H→G。图片图8 凹形件两件配对切割⑵对于偏置中空件应采取两件配对切割,使两件分离。切割顺序如图9所示,内边:A1→B1→C1→D1→A1,A2→B2→C2→D2→A2,外边:A→B→C→D→A, E→F。图片图9 偏置中空件两件配对切割结论本工艺创新取得的有益效果如下:通过工艺创新等离子切割机的利用率大大工作台隔板更换方便且更换率降低一半降低了更换成本。切割小件得到了满足目前本工艺创新已广泛应用于铁路客车钢结构下料中每辆车均有很多小件需要切割下料提高了工效并且节约了大量成本。使用等离子切割时应注意以下问题:分析数控等离子切割机切割件变形规律及影响在切割前进行适当的板材校平处理合理地进行板材固定防止在切割过程中加工件发生移动;编制切割程序时选择合理的切割工艺使工件的尺寸面与母板分离;对于切割细长件或异形件时用两件配对切割等控制方法可有效防止或减小切割件的变形。数控等离子切割在加工行业中无论从切割质量还是切割效益都优于火焰切割配合不同的工作气体可切割各种金属尤其对有色金属切割效果更佳。
数控等离子切割机系统具有的优势
专用数控系统应用于等离子弧切割,相比火焰切割将存在质的不一样,很多用户都不明白这点。业内人士都晓得切割专用数控系统关于切割零件的轮廓速度控制与切割技术的需求永远是对立的。
切割技术通常需求对于所切割的零件轮廓速度要相同,可是又为了确保机床的切割平稳又必须在各个角落处进行减速、加快操作,然后会带来在角落处的切割质量降低。
关于火焰切割,因为切割速度是十分慢的,所以对各个角落处的切割质量影响不大,而关于等离子弧切割,跟着切割速度越大,各个角落处的切割质量就越差,特别薄板切割就愈加显着了,所以关于数控系统就提出了更高需求。
在切割前进行角落处速度预处理,依据角落线段的相交角和系统参数"离心加快度"以及当时设定的切割速度来归纳计算角落处应减到的速度,然后尽量保持切割速度。就象开车,在不一样大小的转弯处,采纳不一样的速度,而国内大多数系统没有角落处速度预处理功能,因此用户能够很简单依据角落的速度改变来判别系统的好坏。
数控等离子切割机在我们的工作当中已经是让我们离不开的设备了,那么数控等离子切割机在国内到底多少钱一台才是合理的价格呢?有的企业说他做的数控等离子切割机质量好能卖多少多少钱,其实都不是他怎么说你就怎么听的,今天慧宁焊割小编就来跟大家分析一下一台数控等离子切割机到底多少钱,又该怎么去评论你自己买到的数控等离子切割机值多少钱 图片一:等离子电源对数控等离子切割机来说,一个好的等离子电源是很重要的,对于等离子电源来说,在一台数控等离子切割机的质量上占有50%质量关系,那么我们有该怎么去衡量一台数控切割机的电源好遇坏呢慧宁焊割认为有以下几点:通常数控切割机设备使用的是机用等离子电源;按起弧方式分类,等离子电源有接触起弧和非接触(按钮)起弧两种。现阶段配数控切割机使用的大多是非接触起弧方式。判断等离子电源属哪种起弧方式,只须看所配的手用割炬上是否有按钮即可。非接触起弧方式的等离子电源电流一般大于100A,即机用等离子电源电流一般大于100A,它重要的一个特点是大于100A电流的电源辐射较大,对操作人员的灼伤比较大。,我们还需要按照待切割板材厚度选择等离子电源电流大小,不同功率的等离子切割电源价格也不一样,功率越大耗电量及价格就越高,这是从成本方面考虑。二:数控等离子切割机的机械部件:对于数控等离子切割机的机械部件对一台数控等离子切割机也是相当重要的,机械部件做不好其他的做得再好也是没有用的,以下是慧宁焊割对数控等离子切割机的机械部件介绍 关注 号:慧宁焊割 更多精彩资讯等着你!机械传动部分的行走精度,有的是丝杆传动,有的是塑料齿条传动; 等离子切割是利用等离子弧贯穿材料面达到切割效果,考虑到等离子弧的形状及材料贯穿步骤,等离子弧往往自切口的上部较下部切去较多的金属,使切口端面稍微倾斜,上部边缘一般呈方形,但有时稍呈圆形。?这里可能会导致的问题是切割束流造成的两个切割面在切口上缘的距离。在切口上缘熔化的情况下,紧靠熔化层下两切割面的距离出现异常。 切割面平面度是指所测部位切割面上的点和点、按切割面倾角方向所作两条平行线的间距。切割设备:割枪的喷嘴孔径很重要,一般切割薄板用1.0的孔就可以了。切割气压,在引弧可靠的情况下,可以尽量调高。切割电流:在保证切割效率的情况下,适当调小电流,可以减少割缝。 一般来说,使用数控等离子切割机加工,其割缝宽度与切割材料的厚度有一定的关系,但不少企业加工的情况来看,割缝宽度多有超出这个范围进而严重影响了切割质量,以华宇诚多年研发生产经验来看,等离子弧切割的切口宽度比氧-乙炔切割的切口宽度宽1.5~2倍,随板厚增加,切口宽度也增加。对板厚在25mm以下的不锈钢或铝,可用小电流等离子弧切割,切口的平直度是很高的,特别是切割厚度8mm以下的板材,可以切出小的棱角,甚至不需加工就可直接进行焊接,这是大电流等离子弧切割难以得到的。这对薄板不规则曲线下料和切割非规则孔提供了方便。 等离子弧切口表面存在约0.25~3.80mm厚的熔化层,但切口表面化学成分没有改变。如切割含Mg5%的铝合金时,虽有0.25mm厚的熔化层,但成分未变,也未出现有氧化物。若用切割表面直接进行焊接也可以得到致密的焊缝。切割不锈钢时,由于受热区很快通过649℃的临界温度,使碳化铬不会沿晶界析出。因此,用等离子弧切割不锈钢是不会影响它的耐腐蚀性的。通过以上的了解我相信大家都对自己所买到的数控等离子切割机是好还是不好都有一定的认识了,也基本可以判定自己的数控等离子切割机多少钱,在此,慧宁焊割提醒大家,在购买数控等离子切割机时要做好对比,对比加工和质量,看到底什么样的设备才是自己所需要购买的。
数控等离子切割机0该如何选择,哪家质量好
对于数控等离子切割机0而言,好的品牌质量才能真正提高生产加工质量。数控等离子切割机0同一般半自动切割相比,其数控切割设备拥有众多特优势,如高能效、维护成本低、更加便捷的方案。在选取综合的台式数控切割解决方案前,考虑事项以及培训事宜、普通切割材料的类型和厚度,以及要求的切割质量很重要。
1.设备的制造工艺,
从外观可以看出一台设备的制造工艺水平,无论从钣金件还是选用零配件的质量还是外观形状,都能反映出一个厂家对产品质量的严格要求,选择外观做工细致,零部件质量可靠的厂家,在设备的稳定性能及质量上有所;
2.完善的售后服务体系,
任何一种工业设备,都不可能不用维护,所以完善的售后服务有助于设备的正常运行和客户的正常生产,效率和经济效益。
3.顾客还要根据自身加工场所的不同,
以及所要切割的板材的尺寸大小来选购。如果是一般的的中小企业板材加工,可以考虑便携式数控切割机和悬臂式数控切割机,此类机型结构轻巧,并且成本较为低廉。在厚度不大的切割领域,特别是一些钣金和广告行业,就可以利用数控等离子切割机0的。对于一些异型切割,由于是特殊切割,可以考虑用数控相贯线切割机。比较大的板材,由于切割跨度大,小型的切割机很难适应,或者操作起来难度很大,一般情况下,就要用到龙门式数控切割机,此类设备用户可以根据自身的加工条件向生厂家定做。
