
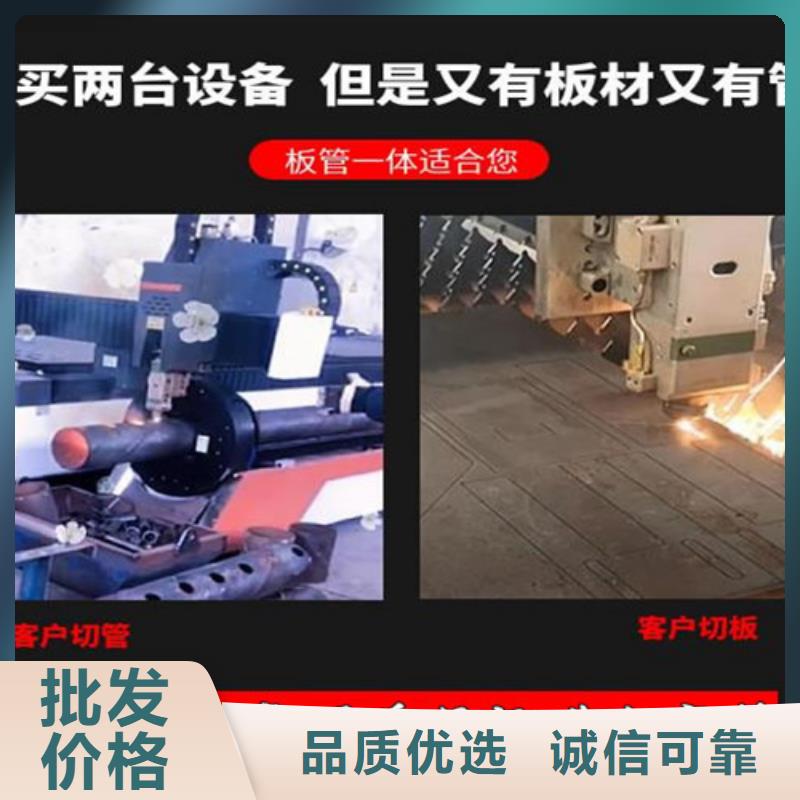




随着科学技术的不断进步,金属激光切割机的使用越来越广泛。因为它能够提高工作的效率,并且切割的效果也非常好。金属激光切割机激光输出功率并不是一成不变的,根据加工需要,我们需要进行实时的调整。这一步非常重要,输出功率对金属激光切割机的加工技术性能方面有着直接的影响,它决定了金属激光切割机切割板材或管材时的切割精度和切割效率。本期鹏沃跟大家分享一下什么情况下应该增加金属激光切割机的输出功率?1、 切割厚度较大的材料时,可以通过内部控制面板数据增加激光输出功率,以提高切割性能。2、如果使用金属激光切割机的切割速度太慢,则可以通过进行适当增加激光技术输出信号功率来增加切割速度。3、 加入高切削密度和硬度的材料,对金属激光切割机的性能要求很高,通过不断增加激光输出功率并降低切割速度发展可以很好的解决该问题。4、对于某些特殊材料,当需要用长焦距透镜代替短焦距透镜时,需要增加激光输出功率。
近年来随着激光切割设备需求的高涨,行业竞争激烈,各种相关产品也陆续出现。对于设备需求的企业,选择的范围太广反而不知如何下手。加上金属加工行业寻求新的发展时首要就是跟上行业脚步,金属激光切割机作为行业标配,越来越多的金属制造加工企业开始采购它,而间接的就有很多人看准时间纷纷开设工厂制造售卖激光切割机,这也导致现在市场上的金属激光切割机厂家多如牛毛,那么我们在采购时要如何选择才能寻准好的厂家呢?下面小编就来教大家几招。
光切割机作为主流的金属切割设备一直以来都非常受到大家的欢迎,在市场上比较高端的设备都是自动化切割生产。那么设备在自动化切割生产的过程中是如何相互配合的呢?这其中就离不开传感器!那么激光切割机的传感器是什么?对于设备来说有多重要呢?看完下面的内容就明白了!激光切割机的传感器是什么激光切割机的传感器是什么?激光切割头在工件形状发生变化以及表面出现凹凸不平的障碍时,传感器自动检测到变化并根据变化自动调节高度,使其始终与工件表面的距离保持一致可以更快的加工材料而不必持续监督当今国内外采用的位移传感器基本上是电容式,其结构和形状与加工头相适应,同时配有检测信号处理单元。位移测量是一种基本的测量工作,按照传感器是否与被测工件接触,位移传感器可分为接触式和非接触式两种类型,比较起接触式传感器,非接触式传感器在保证高分辨率的同时,具有动态响应速度快,滞后误差低,甚至为零。非接触式传感器,有时称接近觉传感器,早期的应用当属接近开关,即被检测物体与敏感探头接近到一定距离时,给出开关信号,目前的接近觉传感器已经发展到不仅可以探测物体的有无,而且可以给出物体距离敏感探头的距离,并可提供关于工件外形和空间位置的信息。因为它可以用于对移动物体的位移进行测量,所以这类传感器也称为非接触式位移传感器,常用位移传感器有磁滞伸缩位移传感器,电涡流式位移传感器,电容式位移传感器,电感器位移传感器等。以上就是激光切割机的传感器是什么的主要内容。大家看完后是不是对激光切割机的传感器有了新的了解了?
激光切割机的几项关键技术是光、机、电一体化的综合技术。任何一种热切割技术除少数情况可以从板边缘开始外一般都需要在板上穿一小孔。早先在激光冲压复合机上是用冲头先冲出一孔然后再用激光从小孔处开始进行切割。对于没有冲压装置的激光切割机有一下两种穿孔的基本方法:激光切割机1、穿孔:材料中间形成凹坑,然后用与激光束同轴的氧气流快速去除熔融材料,形成孔洞。孔的大小一般与板厚有关,穿孔的平均直径是板厚的一半。因此,对于较厚的板材,穿孔的孔径较大且不圆,不适合用在要求较高的部位,只能用在废料上。此外,由于激光切割机穿孔使用的氧气压力与切割使用的氧气压力相同,飞溅较大。2、脉冲穿孔:使用高峰值功率的脉冲激光熔化或汽化少量材料,经常使用空气或氮气作为辅助气体,减少放热氧化造成的孔洞膨胀,切割时气压低于氧气。每个脉冲激光只产生一个很小的粒子射流,一步一步深入,所以厚板冲压需要几秒钟。射孔完成后,辅助气体变为氧气进行切割。因此,射孔的直径较小,其射孔质量优于射孔。用于此目的的激光切割机不仅要有较高的输出功率;更重要的是时间光束的时空特性,所以一般的横流CO2激光切割机不能满足激光切割的要求。激光切割机切割穿孔的方式就是上述两种基本的方式了。此外,脉冲穿孔需要可靠的气路控制系统,以实现气体类型和气压的切换以及穿孔时间的控制。在脉冲穿孔的情况下,为了获得高质量的切割,应注意从工件静止时的脉冲穿孔到工件恒速连续切割的过渡技术。
