




为了给您提供更全面的不锈钢桥梁栏杆价格产品信息,解锁不锈钢桥梁栏杆价格产品新体验,视频带你玩转每个细节!
以下是:不锈钢桥梁栏杆价格的图文介绍


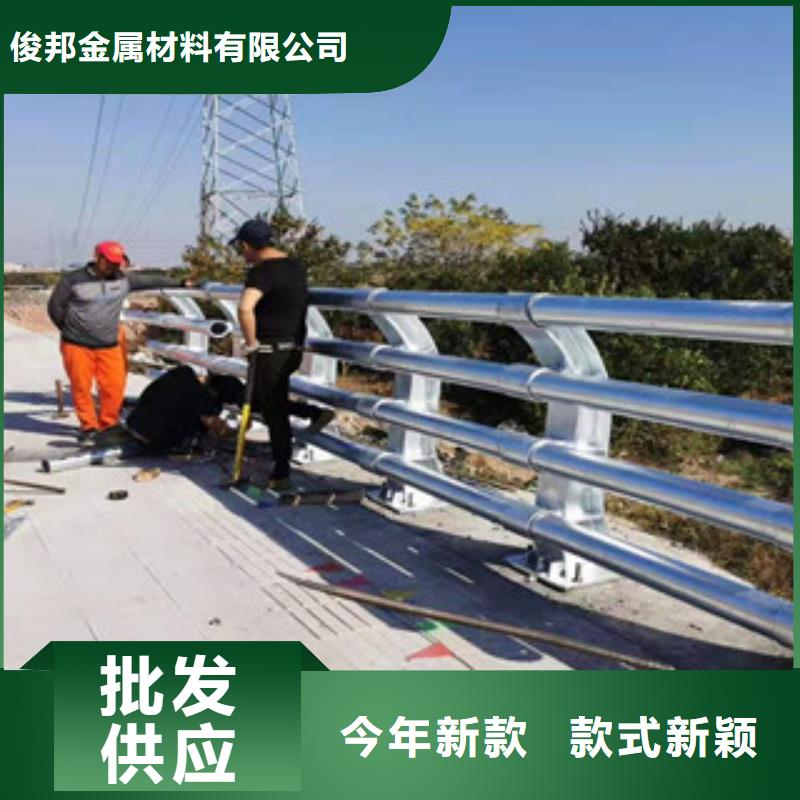
(5)连接节点要求与墙体连接点采用锚栓连接,锚栓材质为HPB235,长度应不小于100mm;每个连接点的锚栓数量不得少于2个,同时施工单位必须保证连接的牢固性。质量要求“合格”安装不锈钢护栏的技术要求: 2、低层、多层住宅的阳台不锈钢栏杆净高不应低于1.05m,中高层、高层住宅的阳台不锈钢栏杆净高不应低于1.10m。封闭阳台栏杆也应满足阳台栏杆净高要求,中高层、高层及寒冷、严寒地区住宅的阳台宜采用实体栏板。 立柱:采用80×80热镀锌方钢,立柱帽采用金属冲压件;上横管:采用55*40热镀锌异型管, 焊接平整;下横管:采用55*30热镀锌异型管, 焊接平整;竖杆:采用50*30mm热镀锌梅花管,每片护栏竖杆为12支,竖杆之间间距180 不锈钢护栏安装步骤:1、预埋底板。安装预埋件(后加埋件)栏杆预埋件的安装只能采用后加埋件做法,其做法是采用膨胀螺栓与钢板来制作后置连接件,先在土建基层上放线,确定立柱固定点的位置,然后在地面上用冲击钻钻孔,再安装膨胀螺栓,螺栓保持足够的长度,在螺栓定位以后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述方法。2、放线。在加埋件施工的时候,可能产生误差,所以在立柱安装之前,应重新放线,以确定埋板位置与焊接立杆的准确性,如有偏差,及时修正。3、焊接立柱。安装立柱、焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。4、焊接面管,玻璃连接件。扶手与立柱在安装前,通过拉长线放线,根据场地的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊安装,相邻扶手安装对接准确,接缝严密。相邻钢管对接好后,将接缝用不锈钢焊条进行焊接,然后镶配有机玻璃。5、抛光打磨。全部焊接好后,用手提砂轮机将焊缝打平砂光,直到不显焊缝。6、安装玻璃。镶配有机玻璃,玻璃等栏板,栏杆玻璃类型、厚度应符合设计要求,并应使用厚度不小于12mm的钢化玻璃。



恩施俊邦金属材料有限公司成立于2015年,主要经营 不锈钢桥梁护栏,可根据客户的要求进行 不锈钢桥梁护栏生产、配送、售后等服务,为企业提供有质量保证、价格优惠的 不锈钢桥梁护栏产品, 诚信经营、质量为本、互利共赢是我司的宗旨,俗话说得好“诚信赢天下”,我司秉承诚信经营,把控质量,和企业共同成长的理念和价值观,携手同行和企业,建立长期的合作伙伴关系,共同为建设美好的中国出一份力量。 我们的团队是一支有责任心、有效率、阳光、团结的团队,公司的发展离不开员工,我司将坚持提高员工的福利,让全体员工实现人生价值,共同成长。 我们的目标是让公司成为j i具影响力的 不锈钢桥梁护栏服务商。


不锈钢护栏立柱高度,一般是到面管顶部是90CM看甲方要求 如果是高层要110CM的高度 如果是护栏直得那种主立柱距离不要超过110CM 。美观如果距离太远 不结实太晃 楼梯的话 要看场地 把楼梯登分均点 也不要超过110CM看实际情况小立柱、 花管的距离不要超过13CM 1.技术准备:熟悉施工图纸,做好施工准备。 无立柱不锈钢玻璃护栏怎么固定在地上面?安装无立柱的不锈钢栏杆,有两种方式:一种是用铝槽进行安装。一种是采用不锈钢玻璃夹进行固定安装。 不锈钢装饰材料与铝合金装饰材料一样,具有不易锈独的特点,因此,不锈钢楼梯立柱可较长时间地保持初始的装饰效果。不锈钢饰件与铝合金饰件相比,具有强度和硬度较大的优点,因此,不锈钢楼梯立柱在施工和使用过程中不易发生变形。不锈钢装饰材料与所有其它金属材料一样,具有独特的金属质感,丰富多变的色彩与图案及美满的造型。不锈钢作为家装装饰材料,既可用于室内,也可用于室外,既可作非承重的纯粹装饰、装修制品,也可作承重构件。碳钢楼梯立柱与不锈钢栏杆立柱的不同之处



zjljb

对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。
