






怀化异型管电阻率:在单位长度立方体材料的两对面之间测量的电阻,单位用Ω/mμΩ/cm或(已废的)Ω/(circular mil.ft)来表示。
怀化异型管磁导率:无量纲系数,表示物质易被磁化的程度,是磁感应强度与磁场强度之比。
怀化异型管熔化温度范围:确定合金开始凝固和凝固完了的温度。
怀化异型管比热:单位质量的物质温度改变1度所需要的热量。
在英制和CGs制中二者比热的数值相同,因为热量的单位(Biu或cal)取决于单位质量的水升高1度听需的热量。
国际单位制中比热的数值与英制或CGS制是不同的,因为能量的单位(J)是按不同的定义定的。
比热的单位是Btu(1b/0F)及J/(kg /k)。
怀化异型管热导率:物质导热的速率的量度。
在单位截面积物质上建立单位长度上的1度的温度梯度时,那么热导率定义为单位时间传导的热量热导率的单位为 Btu/(h/ft/0F)或w/(m /K)。
怀化异型管焊接时,钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过15mm。
怀化异型管焊接电弧长度,焊接普通钢时,以2-4mm为佳,而焊接不锈钢时,以1-3mm为佳,过长则保护效果不好。
怀化异型管为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角填充焊丝与异型管表面夹角应尽可能地小,一般为10°左右。
怀化异型管焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
保护气体一般为二氧化碳气体,气体流量以20-25L/min较适宜。
怀化异型管采用垂直外特性的电源,直流时采用正极性,焊丝接负极。
怀化异型管为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
怀化异型管焊嘴与异型管间的距离以15-25mm为宜。
怀化异型管变形主要是焊缝收缩力大于母材强度造成的。
【1】怀化异型管只有单面一条焊缝的,采用从中部开始分段退焊,即:第二段焊缝收弧在 段起弧处。
【2】怀化异型管采取较小的焊接线能量,(焊接线能量与电流大小成正比,而与焊接速度成反),即:用较小焊接电流、较快的焊速。
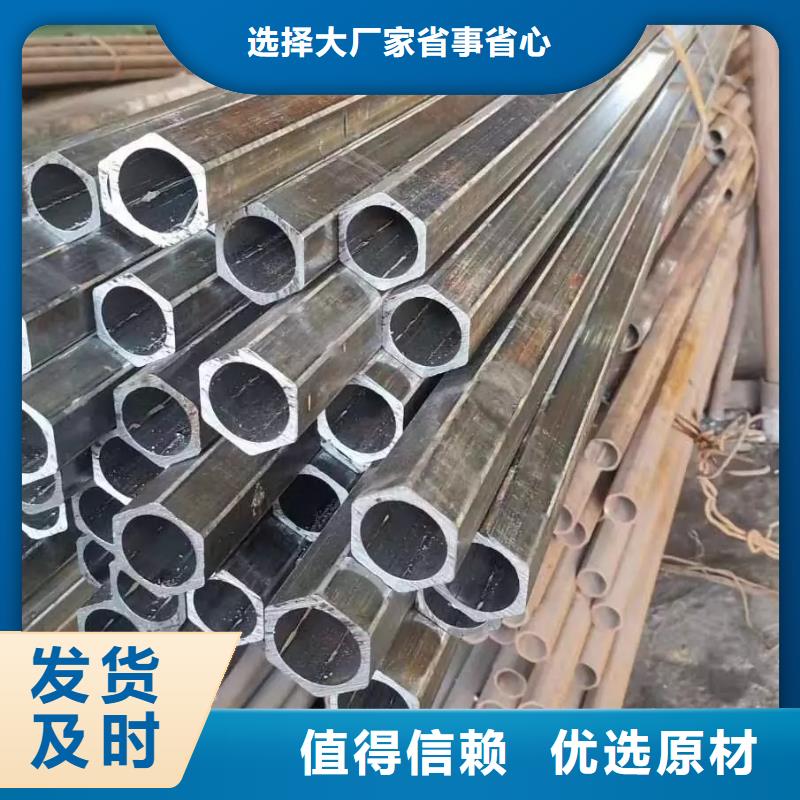
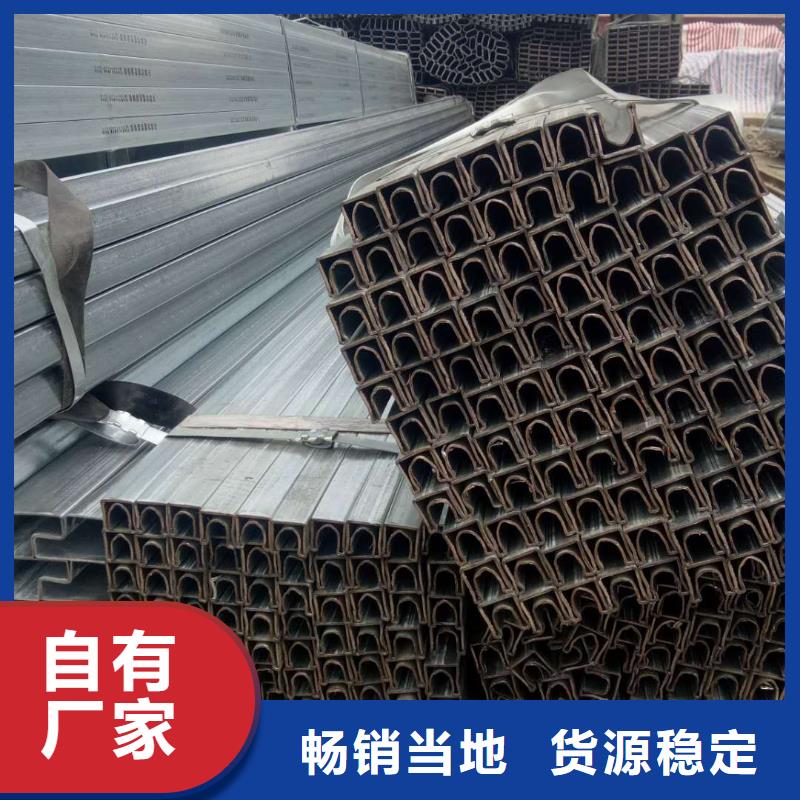
【3】怀化异型管有对称的两条、四条焊缝的,从一端开始焊,采用对称越前法两条交错焊。比方: 次焊150mm长仃止,再焊对称方300mm,越过前面150mm,随后每次焊300mm,就每次越过150mm了。 异型管是带钢经过工艺处理卷制而成。一般是把带钢经过拆包异型钢管制成方形管然后剪切成需要长度。一般是50根每包。又名方形和矩形冷弯空心型钢,简称方管和矩管,代号分别为F和J1、镀锌方矩管壁厚的允许偏差,当壁厚不大于10mm时不得超过公称壁厚的正负10%,当壁厚大于10mm时为壁厚的正负8%,弯角及焊缝区域壁厚除外。2、镀锌方矩管的弯曲度每米不得大于2mm,异型钢管长度的0.15%。3、镀锌方矩管的通常交货长度为4000mm-12000mm,以6000mm和12000mm居多。方矩管允许交付不小于异型钢管产品,也可以接口管形式交货,但需方在使用时应将接口管切除。短尺和非定尺产品的重量不超过总交货量的5%,对于理论重量大于20kg/m的方矩管应不超过总交货量的11%。
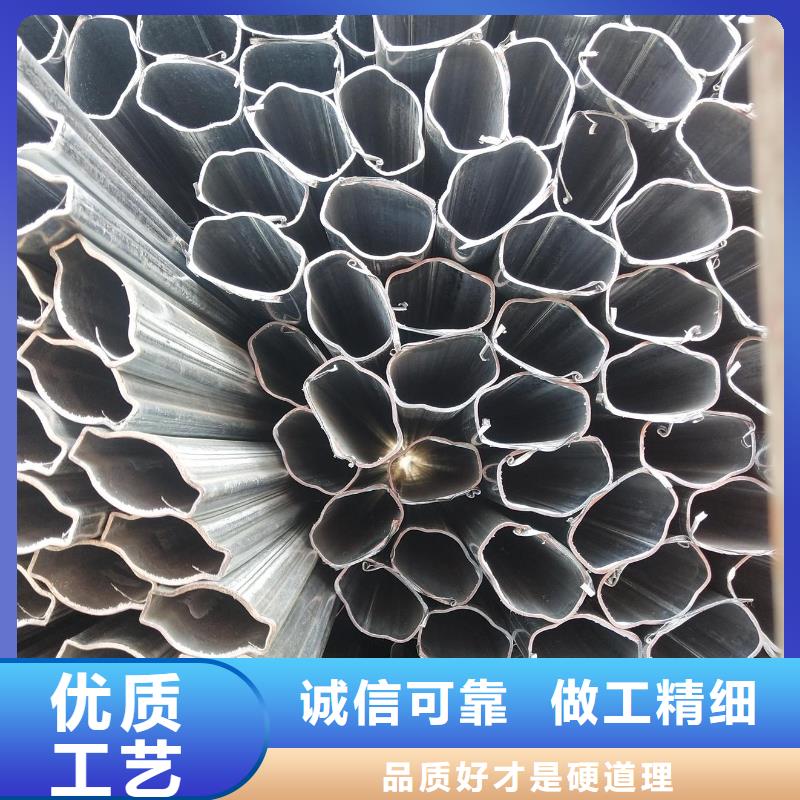
怀化异型管普遍用以各类零部件、工具和机械部件。和不锈钢圆管相比,通常常有较大的惯性矩和横截面模数,有较大的抗弯强度抗扭能力,能够大大减少构造重量,节省钢才。
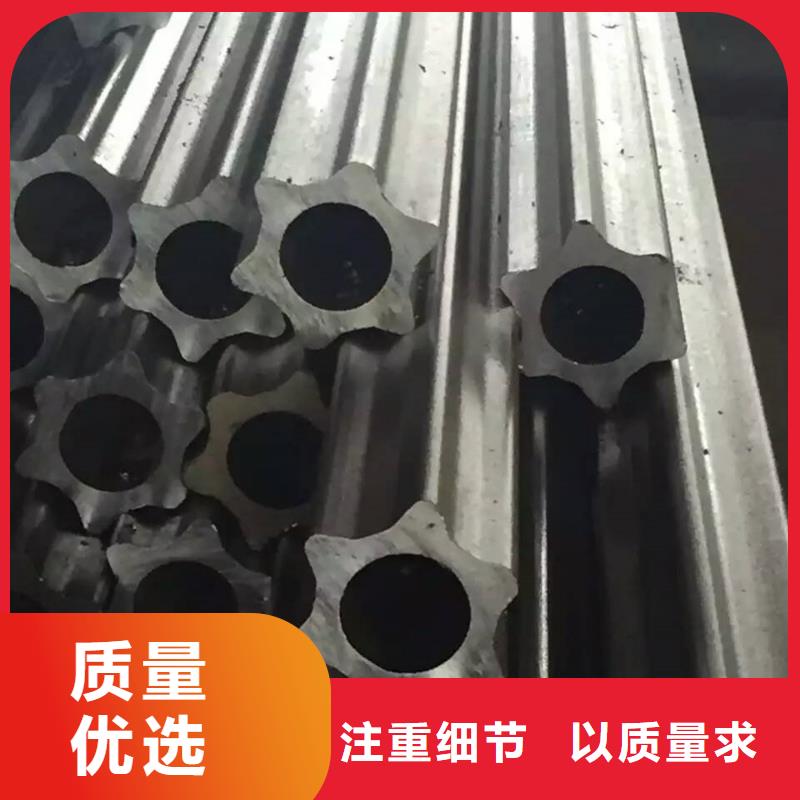
怀化异型管的发展方向主要是产品种类的发展方向,涉及截面样子、材料和特性。挤压成型法、斜模轧法和冷拔法是生产制造异型管的合理方式,它适用生产制造各类截面和材料的管材。以便能生产制造品种齐全的异型管,还必需有着各种生产制造方式。20世纪90年代,在我国在原先只能冷拔的基础上,又开发设计出辊拔、挤压成型、液压、旋轧、旋压、连轧、旋转锻造和无模拔等各种生产制造方式,并在不断改善和造就新的机器设备与加工工艺。
