




想要更直观地感受不锈钢复合管方管供应商产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:不锈钢复合管方管供应商的图文介绍


不锈钢复合管护栏弱势疲软的根本原因
不锈钢复合管护栏不仅是邢台的主导产业,也是河北省的支柱产业。
11月24日,唐山、邯郸、承德同时展开“化解不锈钢复合管护栏过剩产能周日行动”,集中拆除了8家不锈钢复合管护栏企业高炉10座、转炉16座,共削减炼铁产能456万吨、炼钢产能680万吨。
根据省委、省政府布置,到2017年末,全省共压减炼铁产能6672万吨、粗钢产能6726万吨,其中邢台市要净压减炼铁产能232万吨、粗钢产能264万吨。
业界专家称,化解P9合金管落后产能,看似政府行为,实则商场行为



不锈钢碳素复合管厂家介绍几种检测方法不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和卓越外表,以及碳素钢良好的抗弯强度及抗冲击性。符合 节能及普及的原则。不锈钢复合管于2002年 标准GB/T18704-2002正式颁布,不锈钢复合管由技术含量高,设备精密,工艺先进产品质量稳定,采用电脑自动控制。产品具有纯不锈钢外表豪华、美观和普通碳素钢管强度高的特点,其价格低于纯不锈钢管,是价昂不锈钢结构装饰管材的替代产品。产品广泛用于市政公用工程施工,钢结构、网架工程施工,石油石化、市政设施、路桥护栏、公路交通工程施工;建筑装饰工程施工;体育场地设施工程施工交通格栅、铁路隔离网、建筑装饰、路灯、站牌、钢结构网架、家具、车船制造、城市管网、输油输气、摩托车保险杠、晾衣架、自行车车把等。

不锈钢复合管护栏优势1、模板每次安装前都要清理并涂刷脱模剂,脱模剂要涂刷均匀。
2、护栏钢筋焊接和绑扎要符合设计和规范要求,特别是内测的钢筋位置要。
3、模板安装后要检查模板的侧面和顶面,模板的侧面和顶面都要顺直。
4、护栏混凝土的表面的蜂窝麻面面积不得超过该面面积的0.5%,深度不超过10mm。
5、同一跨内的单侧护栏应一次性浇筑,端头模板应用钢模板,以保证端头外观平齐。
6、护栏面与接缝处不得有开裂现象。错台、平整度、外观质量问题要及时处理,并保证颜色一致。顶面平顺美观,高度一致。
7、护栏全桥线性直线段顺直,曲线段弧线圆顺,无折线和死角。


不锈钢复合管护栏怎么进行打压试验的
不锈钢复合管护栏是一种比较重要的不锈钢的产品的,关于不锈钢复合管护栏而言更为重要的便是确保它的各种的修建以及工程方面的作用,不锈钢复合管护栏的衔接作用是比较强壮的,关于不锈钢复合管护栏的运用的领域和场合也是比较多的,它经常在一些重要的场合以及许多的方面中发挥着活跃的用途的。不锈钢复合管护栏需求必定的高度和压力才能进行运用的,所以在进行运用的时分必定要注意打压,这样的话它会更加的适用于压力大的当地,并且是拥有着杰出地状况的。以下是相关的打压的试验:把管衔接在一起形成一个圈,成一根管了,试压器接在任何一个出水口都能够,这时的压力指针是0个压。当一切水管通路悉数衔接好后才能够试压,在测压前要封堵一切的堵头,封闭进水总管的阀门。测压时,加压直到压力表的指针指向0.9-1.0左右,也便是说现在的压力是正常水压的3倍。坚持这个压力值必定时刻。不同的水管测压时刻不一样,薄壁不锈钢管是30分钟,只能超出不能少;不锈钢复合管护栏,它的时刻是20分钟;镀锌管要是4个小时。
不锈钢复合管护栏是一种比较重要的不锈钢的产品的,关于不锈钢复合管护栏而言更为重要的便是确保它的各种的修建以及工程方面的作用,不锈钢复合管护栏的衔接作用是比较强壮的,关于不锈钢复合管护栏的运用的领域和场合也是比较多的,它经常在一些重要的场合以及许多的方面中发挥着活跃的用途的。不锈钢复合管护栏需求必定的高度和压力才能进行运用的,所以在进行运用的时分必定要注意打压,这样的话它会更加的适用于压力大的当地,并且是拥有着杰出地状况的。以下是相关的打压的试验:把管衔接在一起形成一个圈,成一根管了,试压器接在任何一个出水口都能够,这时的压力指针是0个压。当一切水管通路悉数衔接好后才能够试压,在测压前要封堵一切的堵头,封闭进水总管的阀门。测压时,加压直到压力表的指针指向0.9-1.0左右,也便是说现在的压力是正常水压的3倍。坚持这个压力值必定时刻。不同的水管测压时刻不一样,薄壁不锈钢管是30分钟,只能超出不能少;不锈钢复合管护栏,它的时刻是20分钟;镀锌管要是4个小时。



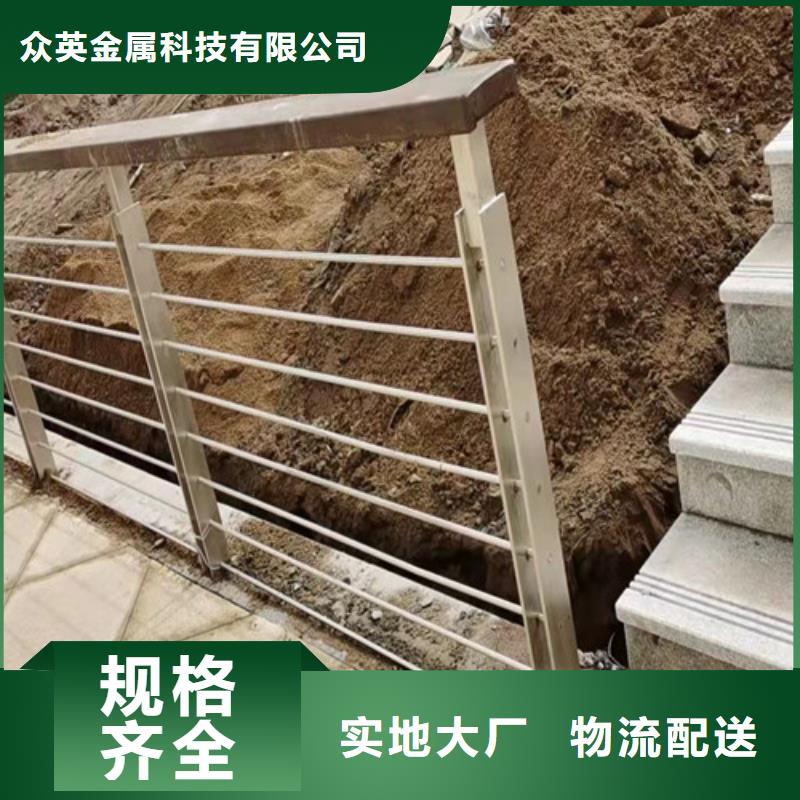
新乡众英金属科技专业生产各种规格 桥梁护栏,规格齐全,价格优惠,欢迎新老客户来电咨询,价格有优惠,厂家直销,诚信至上,选购 桥梁护栏新乡众英金属科技值得信赖。


不锈钢复合管栏杆要文明施工不锈钢复合管护栏施工前,必须对工人进行教育与培训工作。监督工人必须严格按照建筑施工操作规程的要求施工,杜绝人员伤亡事故的发生。不锈钢/碳素钢复合管产品简介 碳钢,特别是Q系列碳素结构钢,具有较高的抗弯强度、良好的抗冲击性能和抗疲劳极限以及低廉的价格,从而使其成为国民经济建设的基础性材料,但碳素结构钢其主元素铁的金属活泼性,在大气中就很容易氧化锈蚀,更不用说在有腐蚀介质或特殊(潮湿、阴暗)环境里。我们每年用于其防腐投资以及因其自然腐蚀而导致的经济损失,就以数千亿元计,因腐蚀而导致重大事故更是不胜枚举。 不锈钢,以其优异的耐腐、耐磨、耐热和其闪亮、豪华的表面,而广泛应用于国民经济的各领域。受我国镍资源缺乏所限,不锈钢需求很大程度上依赖进口,价格比较昂贵,不锈钢的普及及应用在一定程度上受带了制约。将不锈钢和碳素结构钢两种金属材料,采用高科技无胶压力同步复合,是复合新材料领域的一次重大创新! 无胶压力不锈钢复合管不仅显著改善传统钢管的表面缺陷和使用性能,而且兼具不锈钢良好的抗腐耐磨性和卓越美观的华丽外表,是装饰和负荷完美结合,节能和廉价有机统一,符合大力发展复合新材料产业政策,因而受到各级政府的重视和支持。⑴、施工前应先进行现场放样,并计算出各种杆件的长度。 ⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。 ⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。 ⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。 ⑸、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。



