










数控等离子切割机0该如何选择,哪家质量好
对于数控等离子切割机0而言,好的品牌质量才能真正提高生产加工质量。数控等离子切割机0同一般半自动切割相比,其数控切割设备拥有众多特优势,如高能效、维护成本低、更加便捷的方案。在选取综合的台式数控切割解决方案前,考虑事项以及培训事宜、普通切割材料的类型和厚度,以及要求的切割质量很重要。
1.设备的制造工艺,
从外观可以看出一台设备的制造工艺水平,无论从钣金件还是选用零配件的质量还是外观形状,都能反映出一个厂家对产品质量的严格要求,选择外观做工细致,零部件质量可靠的厂家,在设备的稳定性能及质量上有所;
2.完善的售后服务体系,
任何一种工业设备,都不可能不用维护,所以完善的售后服务有助于设备的正常运行和客户的正常生产,效率和经济效益。
3.顾客还要根据自身加工场所的不同,
以及所要切割的板材的尺寸大小来选购。如果是一般的的中小企业板材加工,可以考虑便携式数控切割机和悬臂式数控切割机,此类机型结构轻巧,并且成本较为低廉。在厚度不大的切割领域,特别是一些钣金和广告行业,就可以利用数控等离子切割机0的。对于一些异型切割,由于是特殊切割,可以考虑用数控相贯线切割机。比较大的板材,由于切割跨度大,小型的切割机很难适应,或者操作起来难度很大,一般情况下,就要用到龙门式数控切割机,此类设备用户可以根据自身的加工条件向生厂家定做。
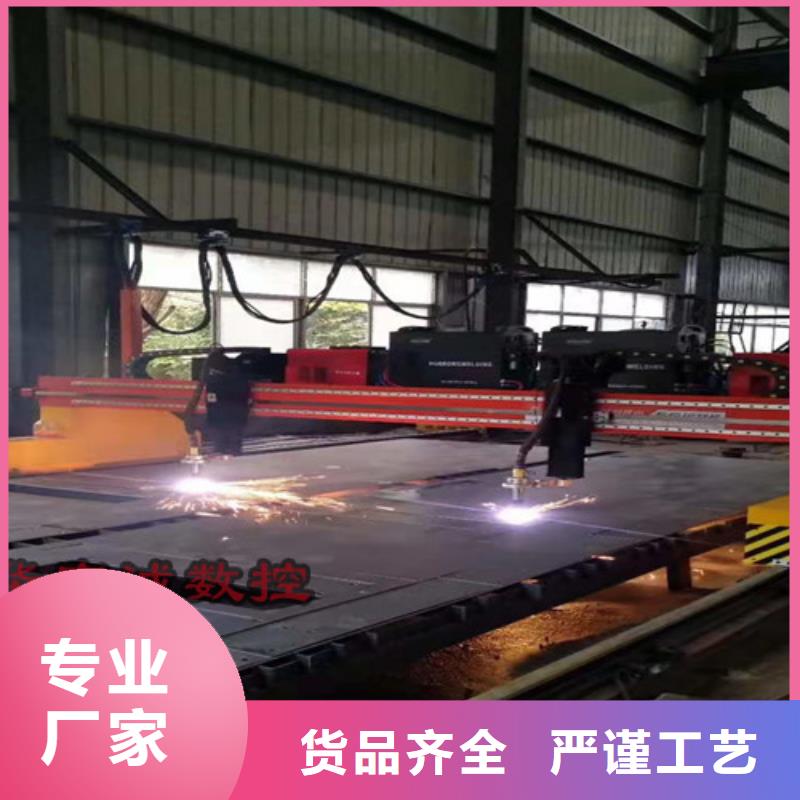
数控火焰等离子切割机的功能及优势:数控切割设备的两大分类中,火焰切割机与等离子切割机目前在国内市场均有相当多的终端用户,对于企业来说,选择采用数控切割方式除了提高生产加工效率外,更多的还在于节约生产成本,具体到数控火焰、等离子切割机上来看,则可以归结为人工成本、生产成本等多个方面,为了让更多的用户能了解数控火焰、等离子切割机的功能优势,以下将主要就此方面情况予以简单说明:一、等离子切割介绍等离子切割是利用高温在喷嘴处喷射出来的高速气流离子化,从而形成导电体。当电流通过时,该导气流即形成高温等离子电弧,电弧的热量使工件切口处的金属局部熔化(和蒸发),并借助高速等离子气流的动力排除熔融金属以形成切口的一种加工方法。利用环形气流技术形成的细长并稳定的等离子电弧,保证了能够平稳且经济地切割任何导电的金属。数控切割机厂家直销!图片经过多年的探索,等离子技术得到了长足的发展。近的进展是通过加大功率来加快数控等离子切割机速度,同时提高切割质量。图片二、火焰切割介绍火焰切割是老的热切割方式,其切割金属厚度从1毫米到1米,但是当您需要切割的绝大多数低碳钢钢板厚度在20毫米以下时,应采用其他切割方式。火焰切割是利用氧化铁燃烧过程中产生的高温来切割碳钢,火焰割炬的设计为燃烧氧化铁提供了充分的氧气,以保证获得良好的切割效果。火焰切割设备的成本低并且是切割厚金属板经济有效的手段,但是在薄板切割方面有其不足之处。与等离子比较起来,火焰切割的热影响区要大许多热变形比较大。为了切割准确有效,操作人员需要拥有高超技术才能在切割过程中及时回避金属板的热变形。
数控等离子切割机电弧功率数控等离子切割机为了获得高压缩性的等离子弧切割电弧,切割喷嘴都采用了较小的喷嘴孔径、较长的孔道长度并加强了冷却效果,这样可以使得喷嘴有效断面内通过的电流增加,即电弧的功率密度加大。但同时压缩也使得电弧的功率损失加大,因此,实际用于切割的有效力量要要比电源输出的功率小,其损失率一般在25%~50%之间,有些方法如水压缩等离子弧切割的力量损失率会更大,在进行切割工艺参数设计或切割成本的经济核算时应该考虑这个问题。在工业中使用的金属板厚大多是在50mm以下,在这个厚度范围内用常规的等离子弧切割往往会形成上大下小的割口,而且割口的上边缘还会导致切口尺寸精度下降并增加后续加工量。当采用氧和氮气等离子弧切割碳钢、铝和不锈钢时,当板厚在10~25mm范围内时,通常是材料越厚,端边的垂直度越好,其切割棱边的角度误差在1度~4度。当板厚小于1mm,随板厚的减小,切口角度误差从3°~4°增加到15°~25°。一般认为,这种现象的产生原因是由于等离子射流在割口面上的热输入不平衡所致,即在割口的上部等离子弧力量的释放多于下部。这个力量释放的不平衡,与很多工艺参数密切相关,如等离子弧压缩程度、切割速度及喷嘴到工件的距离等。增加电弧的压缩程度可以使高温等离子射流延长,形成更为均匀的高温区域,同时加大射流的速度,可以减小切口上下的宽度差。然而,常规喷嘴的过度压缩往往会引起双弧现象,双弧不但会损耗电极和喷嘴,使切割过程无法进行,而且也会导致切口质量的下降。另外,过大的切割速度和过大的喷嘴高度都会引起切口上下宽度差的增加。(以上内容摘自国内百科网)
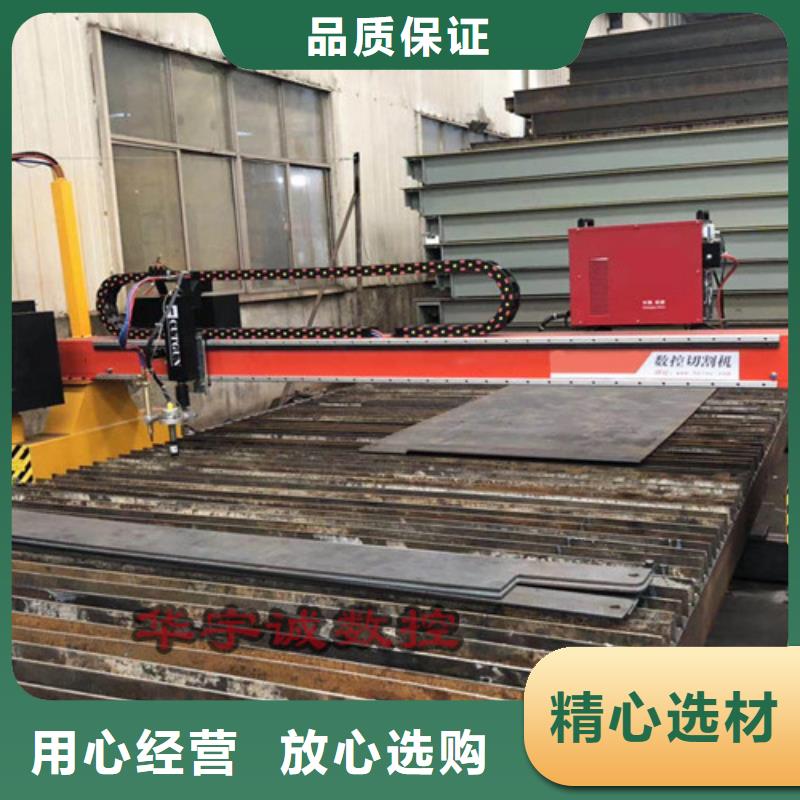
在数控等离子切割机过程中,存在穿孔切割和边缘切割的说法,这两者之间到底有啥区别呢?两者之间的差异是受什么因素影响呢?今天我们以等离子切割为例,分享一下穿孔切割和边缘切割的区别?
穿孔切割和边缘切割的区别,顾名思义,在数控等离子切割机过程中一种方式是在钢板上位置上直接穿孔,穿孔成功后在按照引入线进入图形切割的一种切割方式,而边缘切割是指的在切割操作中,切割机从钢板的边缘开始切割,然后再按照引入线进入图形切割。在实际生产过程中,尤其是配件加工作业。多数使用的是穿孔切割方法。
大家了解数控等离子切割机的参数后发现,一般穿孔切割的切割厚度要小于边缘切割厚度,到底是什么因素造就的这一差异呢?数控等离子切割机设备小编告诉大家,造成两种切割厚度差异的根本原因是温度。大家都知道无论是火焰切割,还是等离子切割,都属于高温切割,在切割作用中温度可以达到几千度,当在穿孔作业中,由于温度扩散面减少近一半,所以对割嘴的温度影响很大。
等离子切割机在实际应用中,25mm厚的板材就很难实现穿孔切割了,由于不能快速穿透钢板,导致高温把割嘴损坏,所以在25mm以上的金属板切割中,尽量使用边缘切割。而在20mm以上的碳钢切割中,一般都采用火焰切割了!
