



我们为您呈现了一部精彩绝伦的86crmov7量大优惠产品视频,让您感受产品的独特之处。
以下是:86crmov7量大优惠的图文介绍

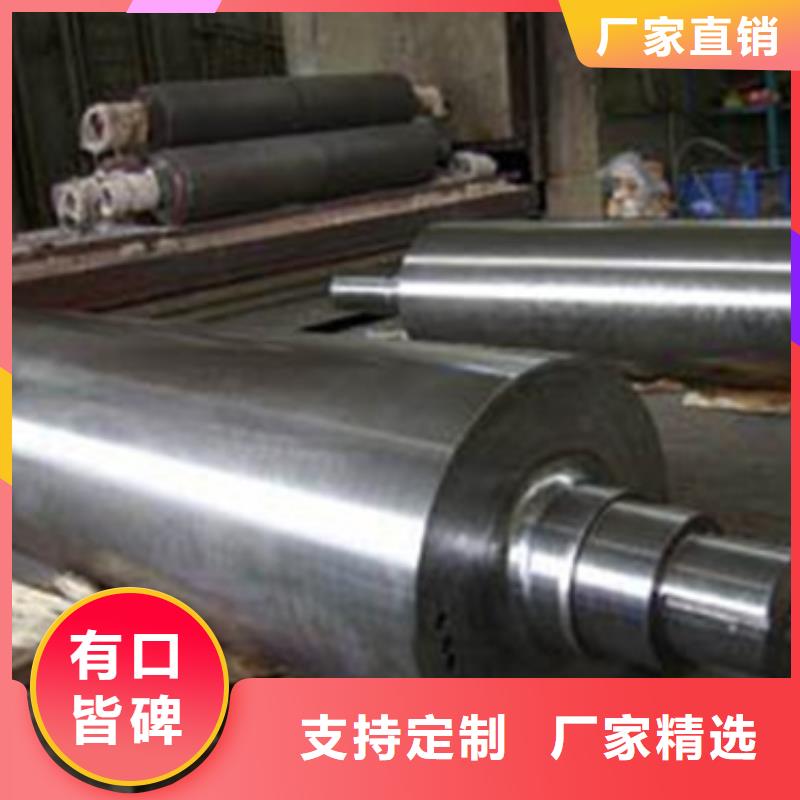
成分均匀的高质量轧辊。锻钢轧辊比同类铸造轧辊有更好的强韧性、表面硬度均匀性和抗疲劳性能。(表1)为适应不同轧机和轧制条件的具体要求,可在轧辊用钢中加入不同合金元素,提高轧辊使用性能。一定含量的碳和合金元素对锻钢辊组织和性能有如下不同的作用:碳能增加轧辊硬度和强度,降低塑性,提高耐磨性;锰能增加淬透性和强度;硅起脱氧作用并提高强度;铬能增加淬透性和强度,提高耐磨性;钼能增加淬透性、强度和热硬度;钒能控制钢的晶粒度,增加强度。常用锻钢热轧辊和支承辊的主要化学成分见表2。
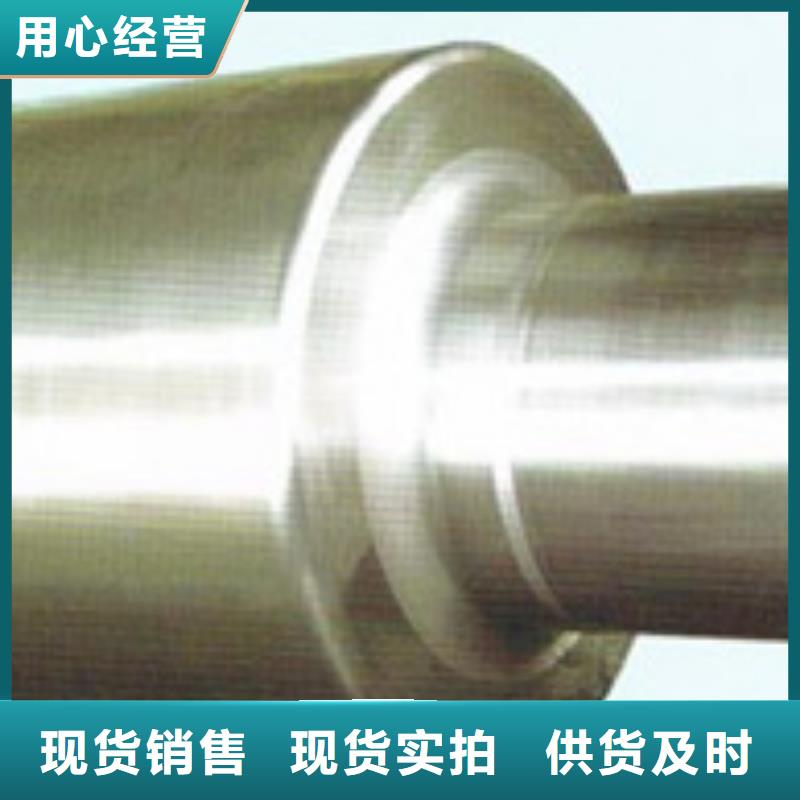
锻钢轧辊的生产过程包括冶炼、铸锭、锻造、锻后热处理、粗加工、最终热处理、精加工等主要工序。生产锻造轧辊所选用的设备以及工艺参数的选择和控制必须保证满足成品轧辊对化学成分、力学性能、组织、冶金质量、尺寸公差、内应力分布以及表面状态等的要求。
锻钢轧辊的生产过程包括冶炼、铸锭、锻造、锻后热处理、粗加工、最终热处理、精加工等主要工序。生产锻造轧辊所选用的设备以及工艺参数的选择和控制必须保证满足成品轧辊对化学成分、力学性能、组织、冶金质量、尺寸公差、内应力分布以及表面状态等的要求。


黔西南新物通物资有限公司生产的 弹簧钢厂家、310S不锈钢管、316不锈钢管、不锈钢管生产厂家等产品。我公司现已成为集 弹簧钢厂家、310S不锈钢管、316不锈钢管、不锈钢管生产厂家技术咨询、产品设计、制造、安装调试、售后服务于一体的公司,形成了一整套规范化、科学化、系统化管理体系。 公司以“艰苦奋斗”为企业精神,“以顾客为中心,依靠科技创新、推出高效、节能,奉献社会”为企业理念,让用户满意。我公司诚挚欢迎新老客户光临惠顾!



高硼钢轧辊是高性能轧辊,在稳定轧制工艺、提高负差控制水平、提高综合成材率、提高产能及降低工艺成本等指标方面发挥显著作用,在棒材生产线应用性价比高。为了提高棒材厂主体生产车间各类经济技术指标,引入新材料高硼钢轧辊。高硼钢轧辊硬度高,数值在HS75-80,普通轧辊机床加工能力达不到要求,轧辊孔型机加工难度大,制约着高硼钢轧辊在棒材生产线的稳定应用。一是机床刚性不能满足高硼钢轧辊的加工能力,在机加工过程中吃刀抗力大,震动剧烈,直接影响轧辊的加工精度及机床的使用寿命;二是刀具的加工性能制约轧辊加工能力,通用类轧辊加工刀具硬度在HS80-85之间,与高硼钢轧辊的硬度非常接近,通用类刀具加工高硼钢轧辊会快速增加刀刃及后刀面磨损量,刀具急剧钝化,无法稳定加工。


在轧制中,轧件与轧辊相互作用,轧件在轧辊作用下产生塑性变形,轧机、轧辊等受轧件的反力产生弹性变形。当然,轧件也伴有小的弹性变形,通过轧辊后有极小的弹性变形量恢复,增加了轧件厚度。如图所示,厚度为H的轧件经过轧辊压下Δh总,但由于轧辊弹性变形,轧件减少压下Δh1;同时轧件出轧辊后,由于弹性变形恢复,轧件压下减少Δh2。结果,轧件实际压下量Δh=Δh总-Δh1-Δh2当Δh总=Δh1+Δh2当时,轧件通过轧辊将不产生压下,这时的轧件厚度即是最小可轧厚度。斯通(M.D.Stone)、罗伯茨(W.L.Roberts)、福特-亚历山大(H.Ford)-(J.M.Al-exander)等人都对最小可轧厚度公式做过理论推导。
按斯通推导的计算公式,最小可轧厚度 hmin=3.58DμK / D



