


云海旭金属材料有限公司 广元镀锌钢索护栏-镀锌钢索护栏保量
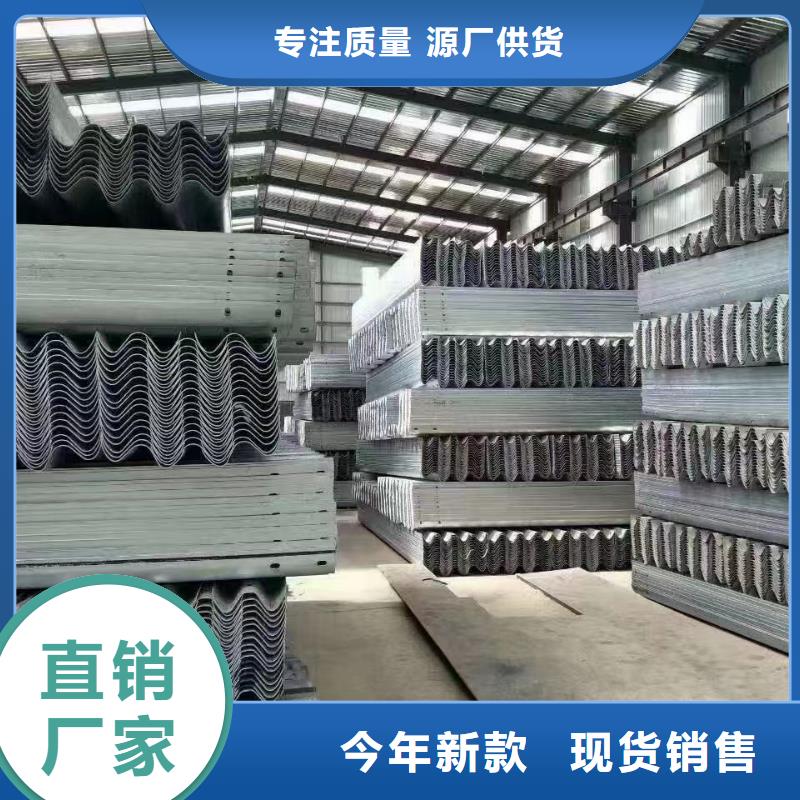
高速公路护栏是半钢性护栏的主要形式,它是一种以波纹状钢护栏板相互拼接并由主柱支撑的连续结构。车辆对其碰撞时,由于波形钢护栏板有良好的耐撞性能和吸收能量的作用,既不容易被撞毁,同时又可对车辆和司乘人员起到很好的保护作用。 高速公路护栏是半钢性护栏的主要形式,它是一种以波纹状钢护栏板相互拼接并由立柱支撑的连续结构。它利用土基、立柱、横梁的变形来吸收碰撞能量,并迫使失控车辆改变方向,回复到正常的行驶方向,防止车辆冲出路外,以保护车辆和乘客,事故造成的损失。 防腐后一点,使用的重要一方面,要保证长期,就必须解决好防腐,通过些简单的涂抹、喷涂,保证能产品,在使用过程中,也要注意日常保养,确保能产品。总的来讲,产品,不仅、便捷,产品,就需从基础地形、材质特点,安装工艺等方面着手,防腐,遇到问题时,及时找人员解决,那么日后便可长久、的使用下去。 施工当中的三大,如今已经成为道路施工、保护市民出行的有力保障。施工,都有相当严格的工序,每一道程序都关于到整个施工进度的开展。保障公路护栏正确施工、将是一项长期工程,对于每一个施工团队来讲,都是十分重要的内容。
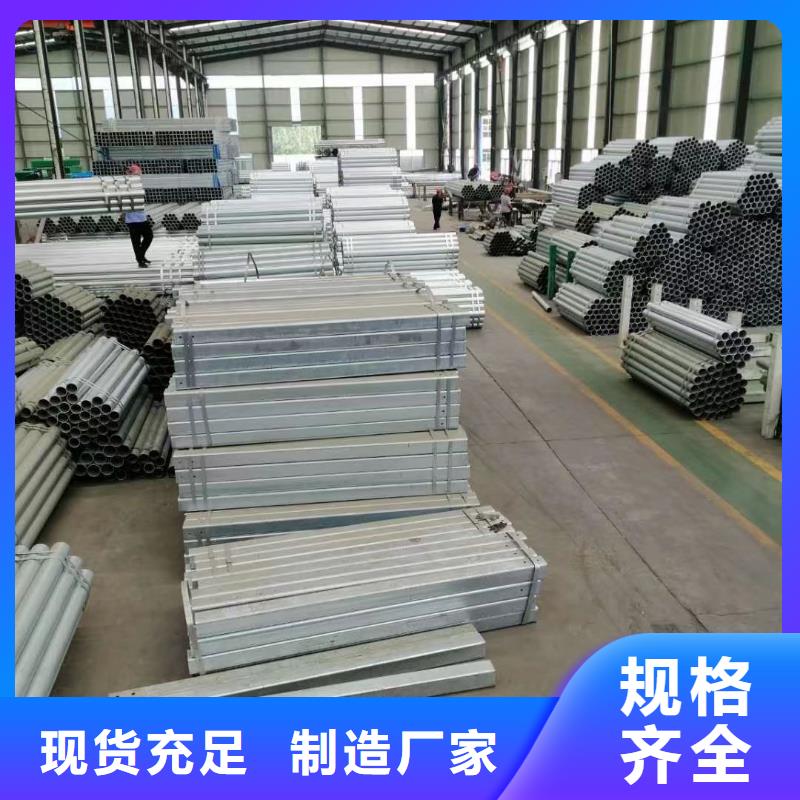
内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。

继续推进农村客运站场建设。加强国边防公路、口岸公路等专项建设。构建大通道,、上海合作组织、东盟区域合作以及中俄地区合作规划等涉及的口岸公路建设。口岸公路等级和路面状况,通往 重要陆路口岸的公路基本实现高等级化。 未来高速公路建设重点——将形成上规模的高速公路系统时期,我。基本完成2004年审规划,建成比例超过90%,通车里程达到3万公里。规划中的 高速公路新增路线建设;支持纳入 区域发展规划、对加强省际、区域和城际联系具有重要意义的高速公路建设,主要通道的通行能力;继续完善疏港高速公路和大中城市绕城高速公路等建设。 在批准的规划(2013年-2030年)中提到,2030总规模约18万公里,另规划了8万公里的远期展望线。这其中全国有由7条首都放射线、11条北南纵线、18条东西横线以及部分地区环线、并行线、联络线等组成,将形成上规模的高速公路系统。 高速公路护栏用钢约300万吨因公路用钢的主体是高速公路护栏、公路桥梁、涵洞和护坡,一般路基用钢很少。而护栏是道路设施的重要组成部分,也是高速公路主要耗钢部分。故本文公路用钢量的估算主要指高速公路护栏用钢,桥梁与用钢本文不做估算。


公路隔离护栏质必须选用性好、片。大部分公路隔离栅,都是经过拉丝或是处理后的,具有一定的耐腐、使用特性。 市场占有率较为好的的材质有PVC隔离栅、低碳钢丝隔离栅、镀锌丝隔离栅。另外,这些材质经过一定的编织、加上立柱的安装,更加可靠。 可以在众多建筑物群体、高速公路两侧安装使用。针对些已经发生破损、腐蚀程度较为严重的出入口公路隔离栅地段,应当及时更换,严重变形的产品更是不能长久的使用在高速公路两侧。建议在出入高速路口当中,应当注意避让进出入车辆,避免发生碰撞,也是对于高速公路隔离栅有效的保养、方式。 如何防腐呢为了大家的,请您来了解一下吧:具有美观、实用、方便运输和安装地形适应性强,与立柱连接位随地面起伏可上下;横向四道折弯加强筋,在整体成本增加不多的同时,使网面强度和美感显著增加,是目前国内之一。 主要市场、铁路封闭、生活区围栏、区隔离栅表面处理采用优质粉料,产品造型精美,镀膜均匀、光洁、色彩、镀层牢固、防酸碱腐蚀、抗老化性能好,10-15年镀层不会自行退色、脱落,冲洗后光亮如新、使用寿命长,免于,是金属涂漆、镀锌或静电喷涂制品的换代产品。


公路护栏是为了更好的维持交通秩序,但是公路防护栏如何延长使用寿命呢。进行浸塑是防腐的方法之一现在国内比较成熟的作法是:粉末浸塑法它起源于流化床法所谓的流化床初是在温克勒气体发生炉上应用于石油分解,进而了固气两相工艺,后逐渐用于金属涂塑方面。 我们知道流化床是固体流态的第段(阶段为固定床阶段,第段为气流输送阶段),在固定床的基础上继续增大流速(W),床层开始和松动,床层高度开始增加,每个粉末颗粒被浮起,因而离开原来位置作一定程度的移动,这时便进入流化床阶段。 所以有时仍叫"流化床包覆法",实际过程是把粉末涂料加入底部多孔透气的容器(流动槽)中,由鼓风机从下送入经过处理的压缩空气,使粉末涂料达到"流化状态"。成为均匀分布的细散粉末。bc段说明流化床内粉层,其高度(I)随着气体速度的增大而增加,但床内压强(△P)并不增大,在一定范围内变动流速而不影响流体所需的单位功率,这是流化床的特征,正是利用这一特点来进行涂装工艺实施的。 流化床内粉末流化状态的均匀性是保证涂膜均匀的关键。在粉末涂装上用的流化床属于"竖式流态化"流化数必需经过试验找出,一般以能够涂敷即可,流化床内粉末的悬浮率可达30~50%。浸塑方法如下:例如:经过除油预热到粉末涂料熔融点以上,浸渍到流化床中后塑粉会均匀粘附,然后塑化高分子交联流平成钢塑复合制品.。
