
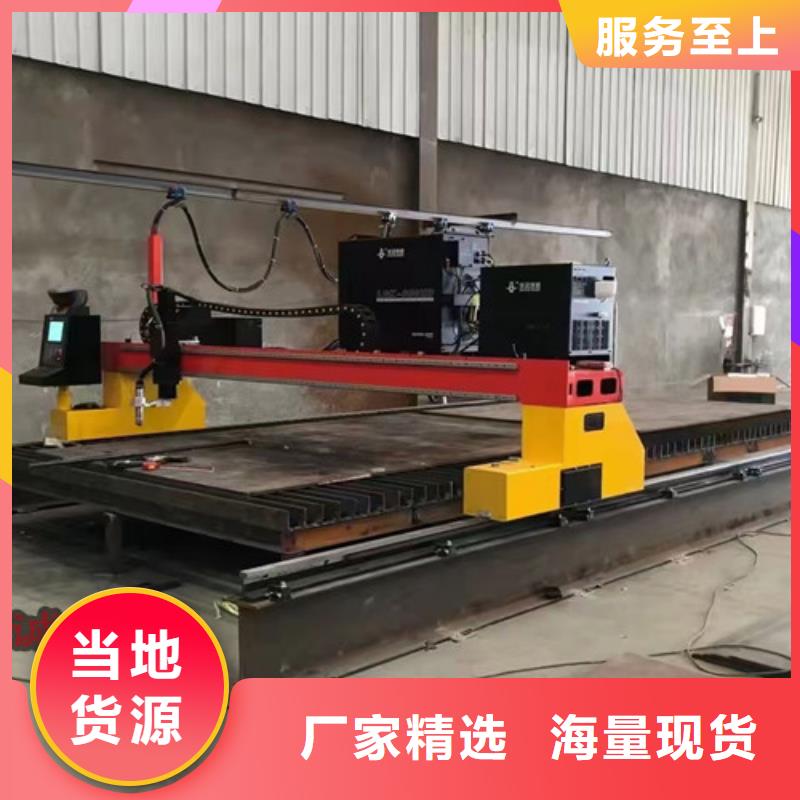







数控等离子切割机0该如何选择,哪家质量好
对于数控等离子切割机0而言,好的品牌质量才能真正提高生产加工质量。数控等离子切割机0同一般半自动切割相比,其数控切割设备拥有众多特优势,如高能效、维护成本低、更加便捷的方案。在选取综合的台式数控切割解决方案前,考虑事项以及培训事宜、普通切割材料的类型和厚度,以及要求的切割质量很重要。
1.设备的制造工艺,
从外观可以看出一台设备的制造工艺水平,无论从钣金件还是选用零配件的质量还是外观形状,都能反映出一个厂家对产品质量的严格要求,选择外观做工细致,零部件质量可靠的厂家,在设备的稳定性能及质量上有所;
2.完善的售后服务体系,
任何一种工业设备,都不可能不用维护,所以完善的售后服务有助于设备的正常运行和客户的正常生产,效率和经济效益。
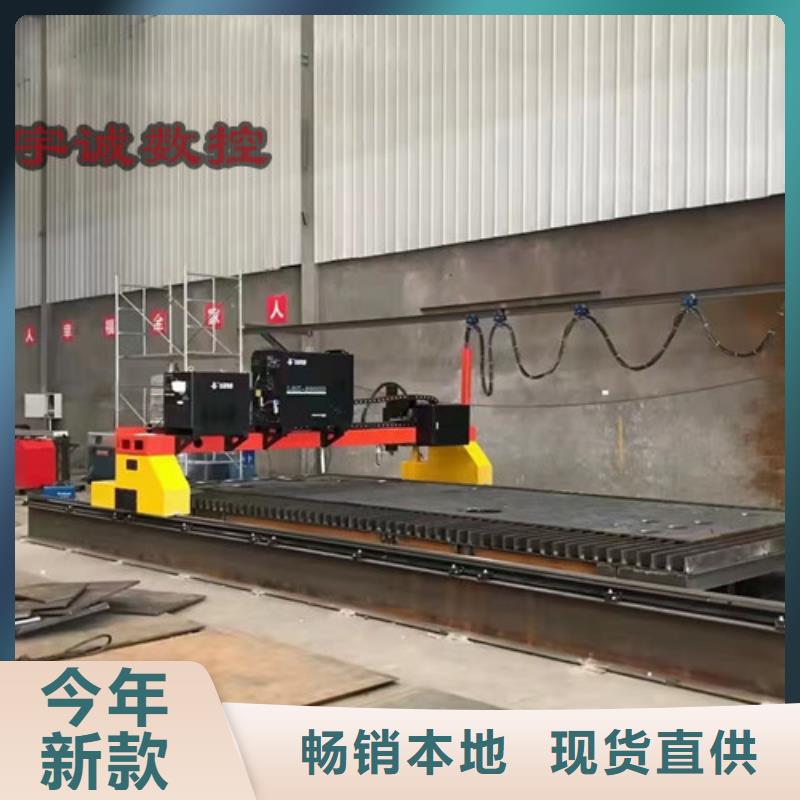
3.顾客还要根据自身加工场所的不同,
以及所要切割的板材的尺寸大小来选购。如果是一般的的中小企业板材加工,可以考虑便携式数控切割机和悬臂式数控切割机,此类机型结构轻巧,并且成本较为低廉。在厚度不大的切割领域,特别是一些钣金和广告行业,就可以利用数控等离子切割机0的。对于一些异型切割,由于是特殊切割,可以考虑用数控相贯线切割机。比较大的板材,由于切割跨度大,小型的切割机很难适应,或者操作起来难度很大,一般情况下,就要用到龙门式数控切割机,此类设备用户可以根据自身的加工条件向生厂家定做。
数控等离子切割机切割速度和电源之间的关系我们都知道目前市场上的数控火焰切割机的切割厚度范围为6-200mm,而数控等离子切割机的切割厚度去取决于与之相匹配的等离子电源的大小。因此我们可以将数控等离子切割机的速度与等离子电源选择直接挂钩,或者换个角度来理解就是,如果企业希望提高数控等离子切割机的生产加工效率,更换等离子电源将是为经济和直接的手段。数控等离子切割机速度和电源之间的关系表现在以下几三个个方面:1、等离子切割机的型号,此型号一般为等离子切割机输出电流大小,例如40A、60A、100A、200A等。根据机型功率的大小不同,选择的切割电流大小不同,切割速度也不尽相同,以上你给出的数据没有说明你选的是什么品牌及型号的等离子切割机,所以无法给出详细的数据;2、切割工件的材质不同,根据不同的切割材质,切割速度也不同,常见的切割材料:碳钢、不锈钢切割速度较快、铸铁稍慢、其次是铝、慢的是铜,因为铜和铝比较难切,切割速度比前两种要慢得多,而且同等功率的等离子切割铜和铝材时切割厚度比不锈钢、碳钢要小得多。3、切割现场输入电压的大小,一般工厂电源电压为交流380V,但由于各工厂现场的情况不同,一般电压在365V到410V之间波动(当然甚至有的地方相差更大),因此输入电压也是影响切割速度的一个因素。企业如果觉得数控等离子切割机的切割速度满足不了自己的需求时,多半是等离子电源出了问题。我们在选择数控等离子切割机时,一定要选择适合自己生产需要的等离子电源,否则就会出现事倍功半的现象。
日常的数控等离子切割机加工过程中,为了提高切割质量效果,需要操作人员关注数控等离子切割机几方面的因素和表现,南通阳光焊割在多年数控等离子切割机设备的研发生产中总结了如下五大要素,希望能给广大用户企业一些帮助和参考:1. 数控等离子切割机弧高也就是电弧高度,由于等离子弧是橄榄球外形,所以电弧高度严重影响切割质量,假如选择不当,将会形成切割面不垂直或者严重偏向,普通来说,厚板的弧高要小于薄板。2. 数控等离子切割机弧压经过调理弧压来调理输出等离子能量的大小,弧压越大,输出的能量就越大。3. 数控等离子切割机延迟主要用于穿孔,延迟的目的是为了可以正常穿孔,是切割时从穿孔到行进所需的时间,厚板时延迟时间要大于薄板。4. 数控等离子切割机移动速度合理的参数只要一个 移动速度。5. 数控等离子切割机自动调高系统自动调高系统中主要调理的是穿孔高度,穿孔高度的设置是为了穿孔时维护割炬,不合理的穿孔高度容易损坏易损件以至形成烧抢的严重结果。
发布者:奥迅切割设备
数控等离子切割机不起弧大家首先想到的是信号源检测,供电设施连接,喷嘴损坏以及气压过大或过小,然后就是油水分离器里面有水,当排查完这些可能的因素外,依旧找不到不起弧的原因,到底是咋回事呢?前几天小编的同行技术也遇到一个这样的问题,一位老客户的台式等离子切割机,往常用的好好的,忽然就不起弧了,原因排查半天也木有找到,愁煞了一批人。
一帮人仔细排查了两遍,也木有找到症结所在,线路连接的好好的,也木有人为移动过,这故障来的也奇怪,咨询厂里资历丰富的老技术员,感觉问题 的可能性就是线路上,但是现场反复查看过线路木有问题, 没办法只能动手了,于是把地线拿起来,往机台的支架上摔打两下,结果地线直接断掉了。
于是问题找到了,原来这个地线用的年数太久了,放置在哪里一从未有人去触动过,并且看着连接的很好,所以就没在意,实际底线的中间部分,长时间氧化的形成绝缘层了,看似连接好的线路,实际是一个不通的电路,所以才导致等离子切割机喷嘴与切割件之间木有离子弧形成,地线氧化道绝缘状态是在实际应用中极少遇见的,所以在寻找不起弧原因的时候,总是给忽略掉。
