







而制造工模具时,正确的机加工工艺及热处理制度对工模具的使用寿命影响大,其工艺制度的拟订起着决定性的作用因此,在设计挤压工模具的形状、计算其强度和选择其材料时,考虑到工模具各种不同的工况条件。挤压工模具的设计条件如下:挤压工模具的设计,在所有的情况下,其计算方法与工作在相应温度和受力条件下的机械零件的计算方法相同。球墨铸铁管工模具在使用前的预热为重要。应了解工模具在使用时的硬度情况,因为工模具不正确的预热可能导致其脆性破坏。
球墨铸铁管价格的配置情况、工模具的尺寸以及有时其结构随着挤压坯料的尺寸和产品的尺寸的改变而变化的情况由此可见,工模具材料的选择是根据挤压一定材料时的挤压速度条件、加热温度制度、坯料金属的塑性、挤压产品的形状、润滑情况和工模具被冷却的可能性等因素进行的。
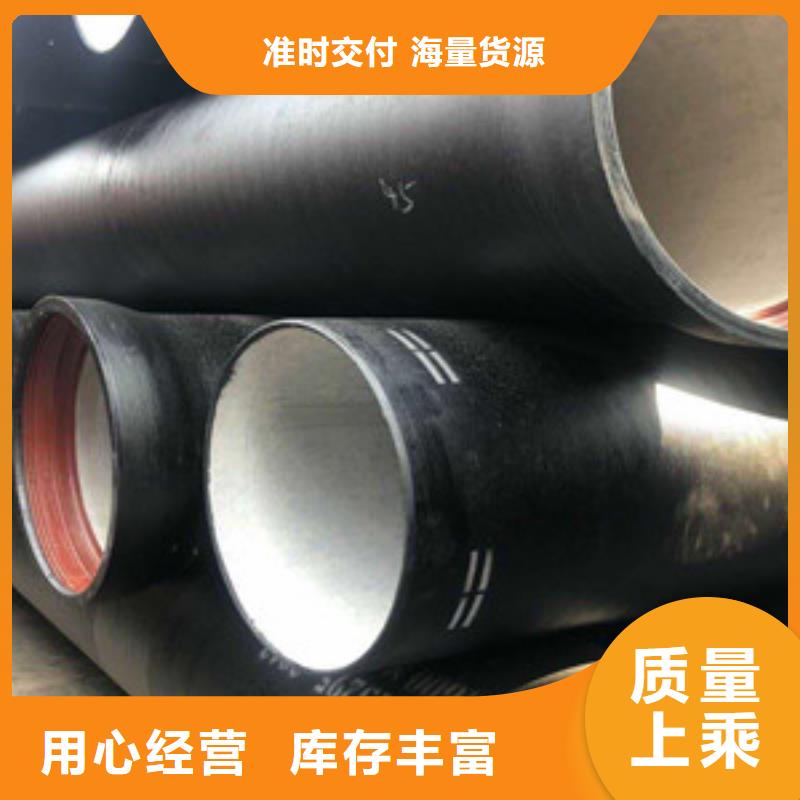
格瑞管业球墨铸铁管件从水力功能来看,球墨铸铁管因球墨管标准一般指内径,如DN500指管道内径为500mm。PE管标准一般指外径,由于同等标准条件下,球墨管能完成更大的径流量;球墨铸铁管从综合装置保护造价来看,球墨管有着更加优越的性价比。近一段时间,李新创在调研的过程中发现,很多钢企负责人担忧当前化解钢铁过剩产能过程中“一压了之”。“有些地方简单将压减任务目标分解,对产业实际发展考虑不周,好坏不分、一压了之。不少地方在压减过剩产能时,不考虑企业市场竞争力、生产经营、节能环保等实际情况,工作不到位不细致,强硬分解目标,没有和企业充分沟通;有的企业甚至不知道自己已被列入压减名单,在这种情况下,可能削弱了某些合法合规、效益良好企业的竞争力,甚至将其推向深渊。” 球墨铸铁管的首要成分有碳、硅、锰、硫、磷和镁。内壁喷锌,水泥沙浆防腐材料等。

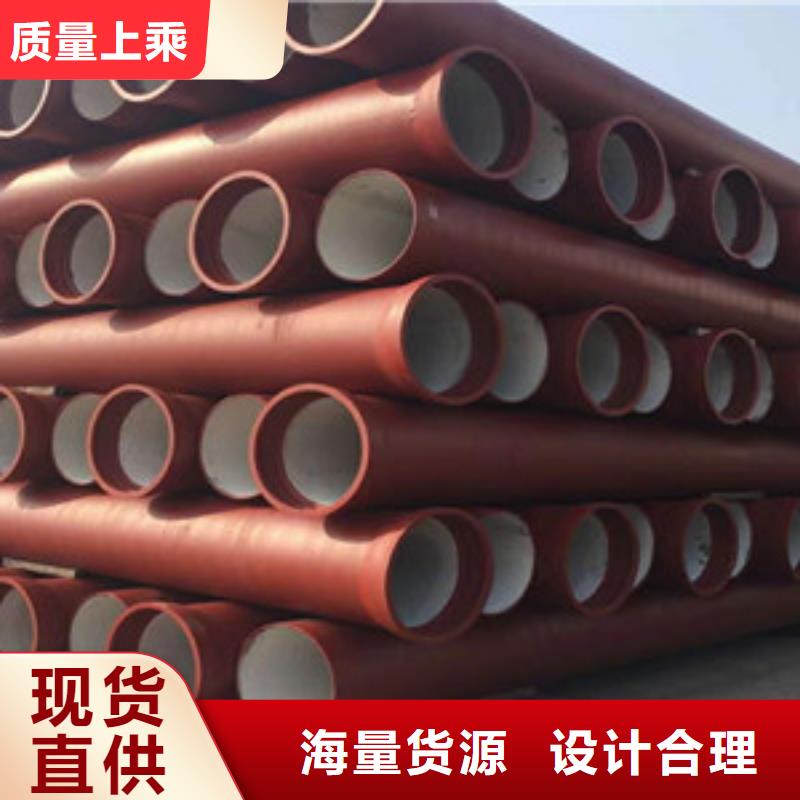
球墨铸铁管在铸铁件中所占的比率依然在增大。在西方发达 ,通常用球墨铸铁管件取代部分灰铸铁件和可锻铸铁件。我国球墨铸铁铸件产量比较低,占铸铁件的比例远小于发达 。此外,感应电炉由于具有铁液温度高。成分稳定、污染少、便于调整铁液成分的优点,60年代初,在一些工业发达 开始普及。近年来,中频感应熔炼炉的迅速发展给铸铁生产注入了新的活力。感应电炉的发展和应用,使铸铁生产进入了一个新阶段。尽管工频感应电炉存在某些不足,但它在金属熔炼。铁液成分调整。我国球墨铸铁件在质量和生产稳定性方面的差距也较大。我国球墨铸铁管生产较突出的问题是材质强韧性上、缺陷多,其原因除炉料、球化处理方法和球化剂等因素外,主要是球化处理前对铁液含硫量要求过松。因此,为使我国球墨铸铁生产能有大幅度的增长,必须大力实施能稳定提供质量可靠的优质球墨铸铁管件的配套技术。
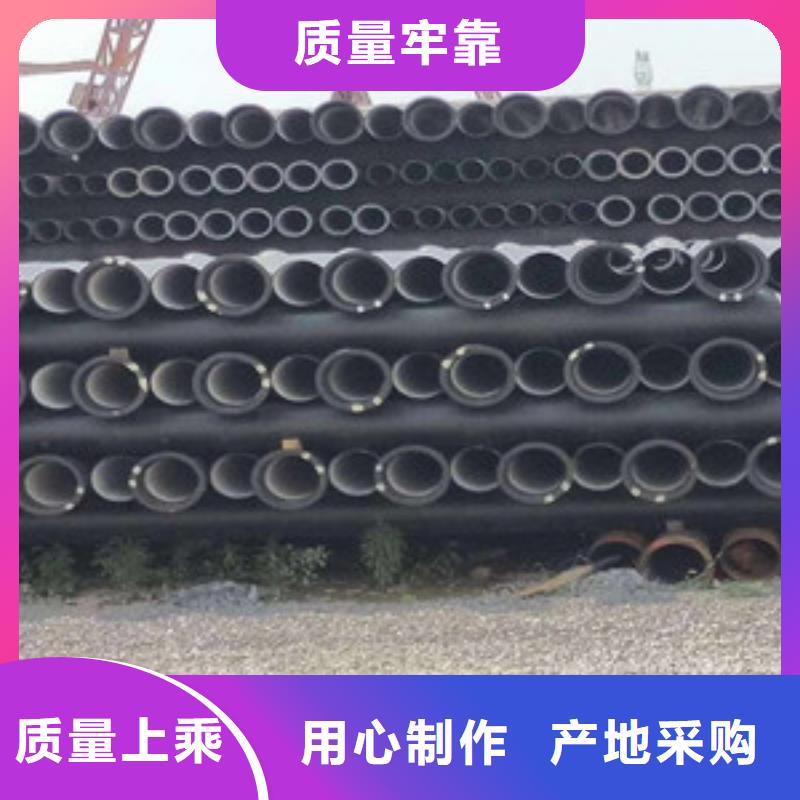
负压实型铸造工艺的简称。模样用聚苯乙烯(简称EPS,有的EPMMA或STMMA)泡沫塑料制成。经内外表面涂耐火涂料并烘干后,粘接浇注系统,置入特制砂箱、震实,模样无须取出,将砂箱用塑料膜密闭。浇注前预先抽负压,使干砂达到所需紧实度,即可浇注。在自来水管道工程上沿用数十年的灰铸铁刚性接口管,球墨铸铁管件规格型号确定浇注温度;一般浇注温度控制在1420℃至1460℃。浇注时保证直浇道始终处于充满的状态。浇注时真空度控制在-0.040MPa至-0.045MPa,浇注时间控制在45至60秒。浇注完毕的保压时间控制在20至25分钟;浇注完毕的真空度控制在-0.025至-0.030MPa。出箱时间:120至150分钟。消失模是干砂、由于其强度低、重量大、施工费力及使用寿命短等缺点,已经基本上被柔性接口球墨铸铁管取代。
