


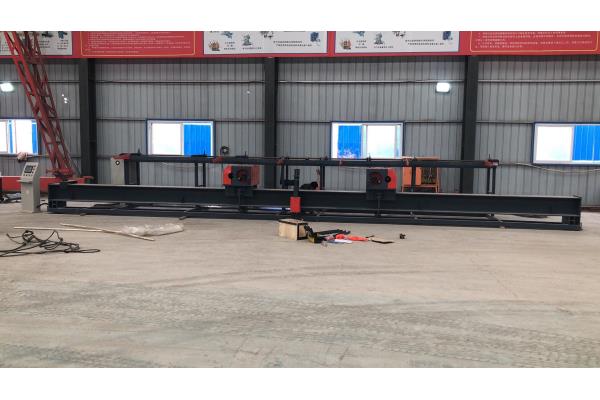




一。工艺流程
钢筋提前下料后,置于储料台上,工人将其抖落入输送辊道1,钢筋向前推进至头部顶到数控可移动小车,自动弯曲机启动,弯曲个角度;小车自动移至所需第二个位置,向前推进钢筋,至个弯角处顶到小车,自动弯曲机启动,弯曲第二个角度;依此循环,钢筋弯曲成型。
二。优势
1、 该工艺为欧洲及新加坡新实用技术,被我司“海归”人员引入国内;
2、 与国内已出现的自动弯曲中心相比,其大优点是采用“钢筋移动,而弯曲机不移动”思路;而其他厂家的设备采用的是“钢筋不移动,弯曲机移动”的思路;
众所周知,弯曲机较重,要求其在移动到准确的位置,困难,因而在实际工程中,常出现不准加工的钢筋长度不准的现象。而我们的新工艺改为移动钢筋,钢筋较轻,简易且符合力学原理。
三。 技术参数
钢筋直径范围 ¢12——¢40mm
弯曲角度00——1800,可正、反双向弯曲
弯曲精度±10
挡板移动速度50m/min
设备面积 13m(长)*2m(宽)*1m(高)
电控系统总功率KW,“380V,50-60Hz”
工作原理及优势
弯曲机固定,钢筋移动,操作灵活,在一台机器上可以加工各种形状的钢筋;由伺服电机驱动活动挡板,精度高;弯曲机可以正反两个方向转动;PLC控制,生产效率高。
弯曲能量表
5.机头定位机构
每个弯曲机头各有一个机头定位机构机头前后各联接一个刹车臂其中机头前面刹车臂与机头固紧机头后面刹车臂由固紧在其上的滑动导轨和悬挂滑动杆臂组成刹车臂上用螺钉固紧一个刹车块与机架大H型钢的上翼边相对两个刹车臂下部分别与刹车气缸的气缸杆和耳座铰接刹车松开状态时气缸杆伸出当刹车电磁阀动作给气缸供气气缸杆收缩时机头后面刹车臂向大H型钢的上翼边移动此时前后两个刹车臂上的刹车块与H型钢的上翼边压紧若机头移动则实现摩擦刹车。
6.机头行走机构
机头行走的动力来自机架两端的伺服电机减速机组合其输出轴端安装有驱动链轮机架前面中部有两个从动链轮链条两端分别连在机头底部的连接块上链轮转动带动链条移动从而实现机头走动。
7.电气控制及操作系统
在此本说明书中单独作为一个部分进行祥细描述。
8.链条移动送料架(选配)
链条移动送料架为设备选配的一个机构。该机构由电机减速机带动链条走动移送钢筋由电气系统、PLC控制实现自动上料。具有承载量大移动灵活的特点.
该机构的主要功能是放置待加工的钢筋及移动钢筋,方便操作者

数控钢筋弯曲中心的保养关于数控钢筋弯曲中心主要就是为了生产钢筋的,为我们提供了节省了大量的人力和物力,我们在使用数控钢筋弯曲中心的时候要注意对数控钢筋弯曲中心进行保养,这样才能更好的使数控钢筋弯曲中心更好的为我们服务。
1. 请您在开机前仔细检查机器每个部位是否正常连接螺栓是否紧固可靠.气管是否有泄漏,另外还需注意个部位紧固螺栓应定期用扳手检查是否松动.
2. 有润滑需要的部位必须定时加注润滑油.
3. 更换切刀或者检修机械请切断电源挂好检修牌,确保。
4. 及时清理机械卫生保持设备的清洁。
5. 离开前请切断电源关闭电源开关。
以上就是小编给大家讲解的关于数控钢筋弯曲中心的保养的方法和步骤。如果大家对于数控钢筋弯曲中心还有什么样的问题,欢迎及时关注我们的或者是及时拨打我们的热线,我们会及时给大家进行讲解。
数控钢筋弯箍机设备优势:
>> 可处理单线Φ5~12mm双线Φ5~10mm的光圆冷轧及热轧钢筋和螺纹钢;
>> 采用CNC伺服控制系统实现全自动不间断的弯曲成型加工流程;
>> 钢筋调直定尺弯箍切断结合满足钢筋加工的精度要求真正实现一机多用;
>> 产能达1800个箍筋/小时相当于多名工人的生产效率同时很大限度节约材料;
>> 任意设定所需要加工尺寸多种图形供您随意选用。
数控钢筋弯箍机设备描述:
引进欧洲成熟技术自动矫直弯箍切断真正实现全自动化由国外进口伺服电机驱动品牌PLC智能控制可同时弯曲两根钢筋生产效率高成品箍筋技术参数精准。只需要一到两名工人操作即可大量节省人工。

