





柳州焊管工艺流程
原材料开卷—平整—端部剪切及焊接—活套—成形—焊接—内外焊珠去除—预校正—感应热处理—定径及校直—涡流检测—切断—水压检查—酸洗—终检查(严格把关)—包装—出货。
产品特点
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
倒模安装楼梯、构件侧模等尽可能使用增加模板周转率。根据设计尺寸.模板使用剪板机、折边机.训剖机等进行切剖,下料标准进行钢筋隐蔽、横板等对于验收不合格的进行整政至符合施工技术混凝土浇筑
1.混凝土拌制前,应测定砂、石含水率并根据测试结果调整施工配合比。
2.混凝土应均匀布料,振捣要做到“快插慢拔”,并且上下微微抽动,使混凝土上下振捣均匀。振捣依次顺序进行,避免过振、漏振,直至混凝土表面呈水平,不再显著下沉、不再出现气泡、表面泛出灰浆为止。振捣时应避免振捣捧触及构件侧模、注浆管、管线、预埋件等。
3.混凝土施工过程中应有专人负责看护钢筋、模板、水电预留预埋,防止变形、移位等。并及时做好构件表面的压光及叠合板表面拉毛等工序。
4.混凝土进场应进行坍落度测试,同一批次同强度等级的混凝土制作不少于3组试件,一组用于标准养护,另两组进行同条件养护用以测定脱模及允许吊运时间。
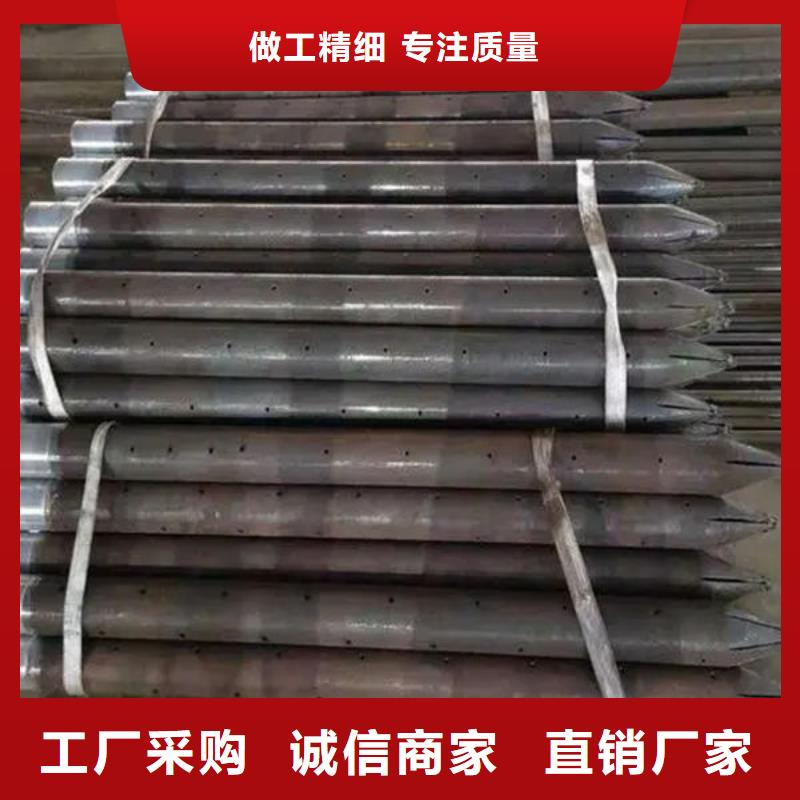
柳州注浆管的主要作用:是帮助混凝土灌注到各种空缝之中,使其可以完全的被密封,从而防止发生断裂、位移、变形,更好的保护桩基以及其上的承载物。
特别是在那些新混凝土与旧混凝土之间的接缝问题,柳州注浆管都能很好的解决。又因为注浆管在安装上比较简单,工人不需要借助复杂的安装设备,就可以随时根据需要在现场进行施工,操作过程也很简单,使用注浆管对缝隙进行注浆,也不会影混凝土发挥其作用。
注浆管除具备上述种种优势及特点外,更具备以下7大优势:
1、出浆给力(10mm出浆孔径)
2、出浆均匀(多点平衡出浆孔)
3、密封性好(管体一次成型)
4、防浆液回流(双层橡皮、胶布缠裹防返渗)
5、安装定位精准(双弹簧圈便于钢筋笼捆扎)
6、组装便捷(国际螺纹丝扣连接)
7、性价比高(比传统型价格省30%)
GB/T14291-2006(矿用流体输送焊接钢管):主要用于矿山压风、排水、轴放瓦斯用直缝焊接钢管。其代表材质Q235A、B级钢。
GB/T12770-2002(机械结构用不锈钢焊接钢管):主要用于机械、汽车、自行车、家具、宾馆和饭店装饰及其他机械部件与结构件。其代表材质0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等。
GB/T12771-1991(流体输送用不锈钢焊接钢管):主要用于输送低压腐蚀性介质。代表材质为0Cr13、0Cr19Ni9、00Cr19Ni11、00Cr17、0Cr18Ni11Nb、0017Cr17Ni14Mo2等。
另有,装饰用焊接不锈钢管(GB/T 18705-2002),建筑装饰用不锈钢焊接管材(JG/T 3030-1995),以及换热器用焊接钢管(YB4103-2000)。柳州焊管
