您的位置>首页 >广元当地产品频道 >
NM450耐磨钢板低磁mn13焊接用什么焊条
发布时间: 2024-07-28 12:06:00 浏览次数:1
以下是:NM450耐磨钢板低磁mn13焊接用什么焊条的产品参数
| 产品参数 |
|---|
| 产品价格 | 5900/吨 |
|---|
| 发货期限 | 3天 |
|---|
| 供货总量 | 5000吨 |
|---|
| 运费说明 | 全国发货电议 |
|---|
| 最小起订 | 0 |
|---|
| 质量等级 | 国标验收 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 耐磨板 |
|---|
| 产品品牌 | 耐磨钢板 |
|---|
| 产品规格 | 3mm-100mm |
|---|
| 发货城市 | 山东 |
|---|
| 产品产地 | 新钢/涟钢/普阳 |
|---|
| 加工定制 | 来图定制 |
|---|
| 产品型号 | 耐磨钢板 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品重量 | 理记 |
|---|
| 产品颜色 | 钢板原色 |
|---|
| 质保时间 | 2年 |
|---|
| 外形尺寸 | 长方形 |
|---|
| 适用领域 | 耐磨机械零件 |
|---|
| 是否进口 | 否 |
|---|
| 质量认证 | 材质单验收 |
|---|
| 产品功率 | 材质单 |
|---|
| 工作温度 | 高温 |
|---|
| 材料名称 | 高强度钢板 |
|---|
| 票据 | 可开增值税发票 |
|---|
| 是否正品 | 正品附带原厂材质单 |
|---|
| 产地 | 宝钢/舞钢/涟钢 |
|---|
| 厂家资质 | 直销 |
|---|
| 材质性能 | 保材质保性能 |
|---|
| 加工 | 提供来图定做 |
|---|
| 是否现货 | 现货 |
|---|
| 板面尺寸 | 尺寸可定做 |
|---|
以下是:NM450耐磨钢板低磁mn13焊接用什么焊条的图文视频
导读 NM450耐磨钢板低磁mn13焊接用什么焊条_四川省广元市财源特钢销售有限公司,固定电话:13820097713,移动电话:19163595988,联系人:朱经理,QQ:1353927349,聊城经济开发区黑龙江路东首铭德大厦发货到四川省 广元市 利州区、元坝区、朝天区、旺苍县、青川县、剑阁县、苍溪县 发货到 四川省广元市。 四川省,广元市 广元市,古称利州,四川省辖地级市,北与甘肃省、陕西省交界;南与南充市为邻;西与绵阳市相连;东与巴中市接壤;处于四川北部边缘,山地向盆地过渡地带,属于亚热带湿润季风气候,是嘉陵江上游重要生态屏障。全市总面积16319平方千米,辖3个区、4个县。截至2022年底,广元市常住人口227.1万人。
文字只能描述,而视频却能生动展现!点击播放我们的NM450耐磨钢板低磁mn13焊接用什么焊条产品视频,让视觉盛宴为您揭示产品的无限可能。
以下是:NM450耐磨钢板低磁mn13焊接用什么焊条的图文介绍

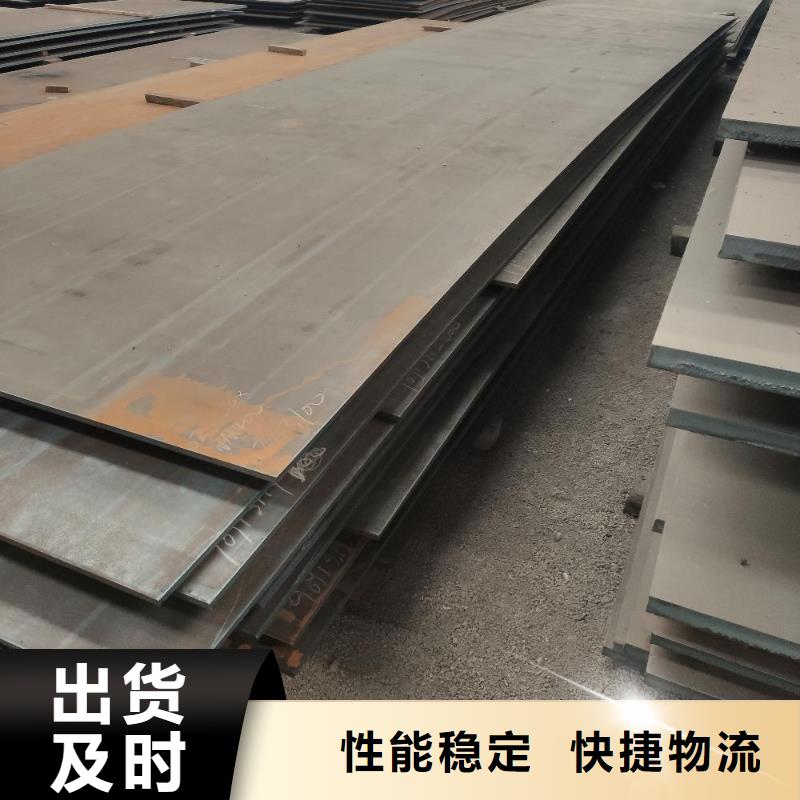
广元nm600耐磨钢板
财源特钢销售有限公司
价格地道做工精细
广元nm600耐磨钢板的详细介绍
安装简单免费安装

广元财源特钢销售有限公司每个员工坚持“ nm600耐磨钢板质量铸就品牌”的企业宗旨致力于提升企业核心竞争力,铸造鲜明的企业文化,追求可持续发展 打造强势品牌,实现科技富民,产业报国之宏愿。
对于 nm600耐磨钢板产品质量:我们要求精益求精!
对于服务:我们永远用微笑对待每位客户!
对于售后:我们用真诚的态度为每位客户分担!



耐磨管、堆焊技术中焊前准备
焊前预热
1、立磨磨辊自动堆焊时,一般不需要进行焊前预热,但是当环境温度低于5℃,应考虑采取预热措施,预热温度以20℃~ 40℃为宜。
2、辊压机挤压辊堆焊时应根据基体材质的碳当量来确定预热温度,在线焊时预热温度应低于200℃。
焊前处理
1、耐磨板堆焊设备硬面堆焊再制造的焊前处理
1)对磨损失效的磨辊套或磨辊衬板、磨盘耐磨衬板堆焊前应进行焊前处理,清除耐磨件待焊处的油污、锈迹及其它杂物,通过气刨等方式去除耐磨件上存在的不牢固裂纹部分。
2)对磨损失效的挤压辊堆焊前应进行焊前处理,用碳弧气刨等方式去除辊面上不完整的花纹层、硬面层及疲劳层,去除部分应尽量少。处理过程中要注意辊面的平整和辊体椭圆度,处理后以适当方法维持辊体的椭圆度≤3mm,而后彻底清除辊面上的残渣和渗碳层,探伤确认无裂纹后清洗辊面并干燥


总结 您是想要在四川省广元市采购高质量的NM450耐磨钢板低磁mn13焊接用什么焊条产品吗?四川省广元市财源特钢销售有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的NM450耐磨钢板低磁mn13焊接用什么焊条产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:朱经理-13820097713,QQ:1353927349,地址:《经济开发区黑龙江路东首铭德大厦》。