


想知道不锈钢复合板,304不锈钢复合板厂家采购产品的独特魅力吗?我们为您准备的视频将带您亲身体验,让您感受到产品的无限魅力。
以下是:不锈钢复合板,304不锈钢复合板厂家采购的图文介绍



专业的 不锈钢焊管、不锈钢焊管、除渣机配件、304不锈钢复合板制造水平满足客户“质量、品质、性能”的追求,让每一个靖江惠宁金属制品有限公司制造的 不锈钢焊管、不锈钢焊管、除渣机配件、304不锈钢复合板都成为凝结匠心的上乘之作。

不锈钢复合板连铸坯经过加热炉被加热到轧制温度后出炉,先经过粗轧除鳞箱,用高压水清除初生氧化铁皮。板坯除鳞后紧接着即送往板坯定宽压力机进行一道次的连续侧压,一次侧压到要求的宽度。随后,板坯进入带立辊的四辊可逆式粗轧机轧制3-5道次,轧成4050mm厚的中间坯,随后进入切头飞剪切去板坯头部,再经过精轧除鳞箱清理再生氧化铁皮,进入精轧机组进行轧制,轧成4.025.0mm的热轧板材。
3.2.4 工艺制度
(1)坯料准备。全部采用连铸坯,60%采用热装炉,40%冷装。350℃以下算冷装,热装温度为600℃左右。
(2)加热。选用步进梁式加热炉,加热炉上料辊道与连铸出坯辊道直接连接,另设冷坯输入辊道,现设1座加热炉,并预留1座加热炉位置。采用长行程装料机,便于在冷坯与热板坯交替时将高温板坯一次装入到炉8m的深处,缩短高温板坯的在炉加热时间。炉分为三段式,预热段、加热段、军热段,预热段采取慢速加热,防止外温差过大而导致热应力过大造成裂纹缺陷。当被加热到700800℃以后,金属的导热性和塑性显著提高,这是采取快速加热,加热速率为1824mon/cm,加热到1220℃,然后保温一段时间使外温度达到一致在出炉。加热制度:1Cr18Ni9Ti加热到1220℃、2Cr13加热到1100℃、1Cr17加热到1020℃。


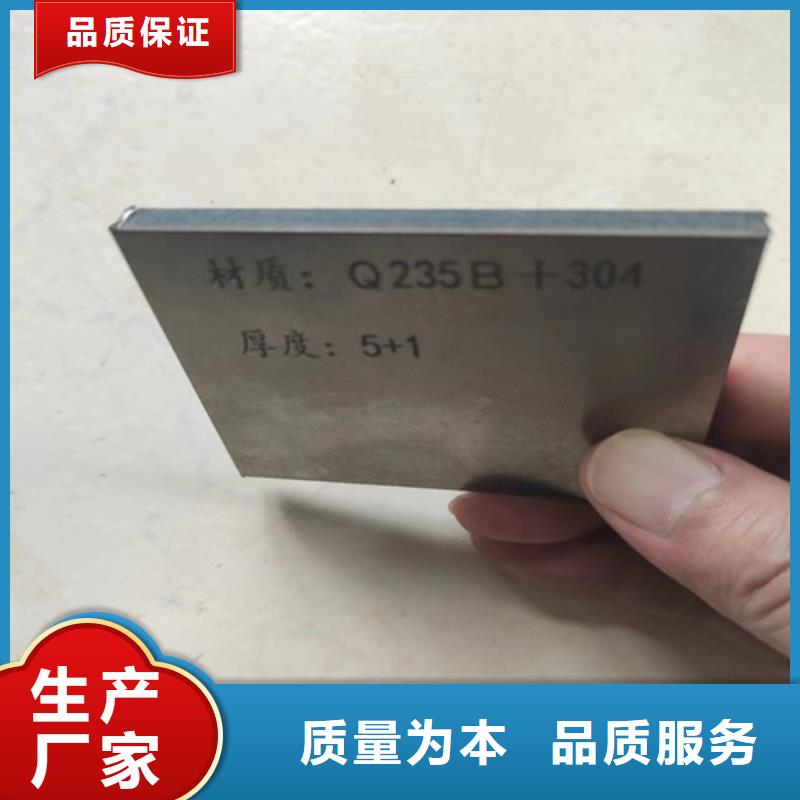
不锈钢复合板(3)除鳞。将钢板表面产生的炉生皮和次生铁皮除净以免压入表面产生缺陷,是保证表面质量的关键措施。铁皮的清除必须在轧制开始趁铁皮较热尚未压入表面且轧件表不大时进行。清除表面氧化铁皮的方法很多。实践表明,不用专门的除磷机架(二辊式或立辊式),单纯用投资少的高压水除磷箱及轧机前后的高压水喷头即可满足除磷的要求,其喷水压力对普碳钢为12MPa,对合金钢则需17MPa以上,甚至高达20MPa。本设计选择通过的高压水除鳞法,采用20Mpa的高压水除鳞。
(4)定宽压力机。侧压量350mm以上,可连续进行板坯侧压,运行时间短、效率高、板坯温降小,侧压后板坯头尾形状好,狗骨断面好,并且可以大幅度减少连铸供坯的宽度种类,有利于热装热送的实现。
(5)粗轧。板坯进入带立辊的四辊可逆式粗轧机进行轧制3-5道次,轧成4050mm厚的中间坯,开轧温度℃。



