
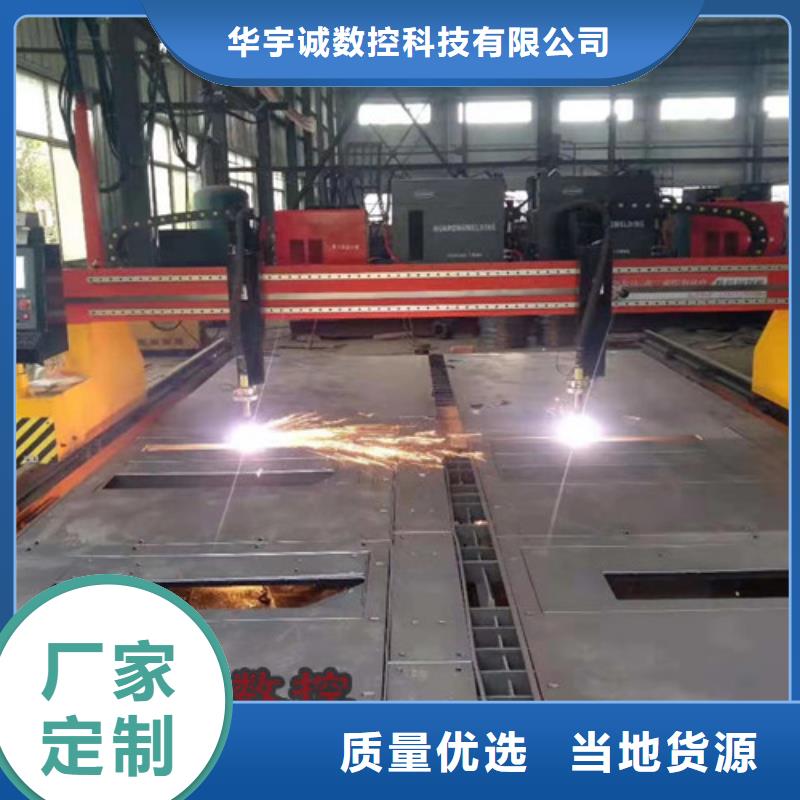

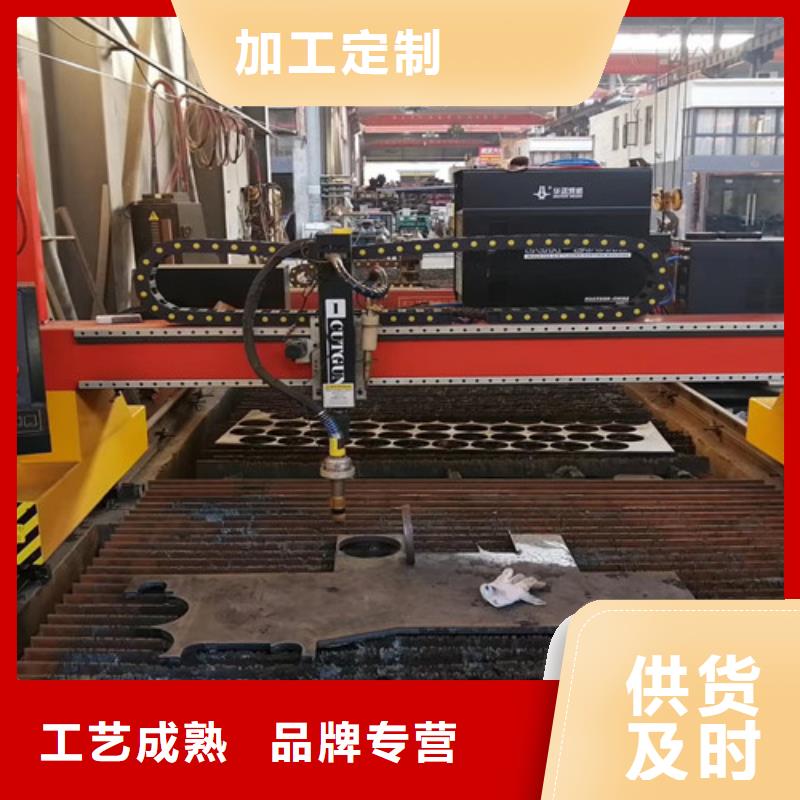







数控火焰等离子切割机的功能及优势:数控切割设备的两大分类中,火焰切割机与等离子切割机目前在国内市场均有相当多的终端用户,对于企业来说,选择采用数控切割方式除了提高生产加工效率外,更多的还在于节约生产成本,具体到数控火焰、等离子切割机上来看,则可以归结为人工成本、生产成本等多个方面,为了让更多的用户能了解数控火焰、等离子切割机的功能优势,以下将主要就此方面情况予以简单说明:一、等离子切割介绍等离子切割是利用高温在喷嘴处喷射出来的高速气流离子化,从而形成导电体。当电流通过时,该导气流即形成高温等离子电弧,电弧的热量使工件切口处的金属局部熔化(和蒸发),并借助高速等离子气流的动力排除熔融金属以形成切口的一种加工方法。利用环形气流技术形成的细长并稳定的等离子电弧,保证了能够平稳且经济地切割任何导电的金属。数控切割机厂家直销!图片经过多年的探索,等离子技术得到了长足的发展。近的进展是通过加大功率来加快数控等离子切割机速度,同时提高切割质量。图片二、火焰切割介绍火焰切割是老的热切割方式,其切割金属厚度从1毫米到1米,但是当您需要切割的绝大多数低碳钢钢板厚度在20毫米以下时,应采用其他切割方式。火焰切割是利用氧化铁燃烧过程中产生的高温来切割碳钢,火焰割炬的设计为燃烧氧化铁提供了充分的氧气,以保证获得良好的切割效果。火焰切割设备的成本低并且是切割厚金属板经济有效的手段,但是在薄板切割方面有其不足之处。与等离子比较起来,火焰切割的热影响区要大许多热变形比较大。为了切割准确有效,操作人员需要拥有高超技术才能在切割过程中及时回避金属板的热变形。
数控等离子切割机出现切割不均有很多原因。当切割不同的金属板和不同厚度的材料时,不同的切割电源和割炬具有不同的技术参数。在切割工作中,应参考设备,工件,选择合适的切割速度标准,下面我们就一起来了解一下数控等离子切割机参数设置问题。一:当数控等离子切割机分多种切割辅助气体时,不同切割气体的切割速度是不一样的。以空气等离子弧切割为例,切割碳钢时,切割电流为230A。作为标准,6mm厚的碳钢板的切割速度可以达到3300mm/min,当厚度调整到40mm时,切割速度限制在500mm/min,以确保切割效果和质量。如果切换到其他辅助切割气体,例如用纯氧切割,切割速度会降低更多。在230A的相同切割电流下,虽然纯氧等离子切割可以提高到3700mm/min,对于6mm厚的碳钢板,但对于40mm碳钢板,切割速度仅为350mm/min。二:影响等离子切割质量的因素很多,如空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等等离子弧切割技术参数,都会直接影响数控等离子切割机切割的稳定性过程,切割质量和功能。一般来说,空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等因素直接影响等离子弧的紧固效果,即影响等离子体的温度和能量密度电弧和等离子弧高温和高能决定了切割速度,因此可以说许多上述因素基本上与切割速度有关。作为数控切割装置,应尽可能提高切割速度,同时确保切割质量。这不仅提高了生产率,而且还减少了切割部分的变形量和开槽区域的热影响区域。如果切割速度不合适,其效果相反,添加粘贴残留物,降低切割质量,并设置数控切割机上方的小细节。
发布者:奥迅切割设备
数控等离子切割机不起弧大家首先想到的是信号源检测,供电设施连接,喷嘴损坏以及气压过大或过小,然后就是油水分离器里面有水,当排查完这些可能的因素外,依旧找不到不起弧的原因,到底是咋回事呢?前几天小编的同行技术也遇到一个这样的问题,一位老客户的台式等离子切割机,往常用的好好的,忽然就不起弧了,原因排查半天也木有找到,愁煞了一批人。
一帮人仔细排查了两遍,也木有找到症结所在,线路连接的好好的,也木有人为移动过,这故障来的也奇怪,咨询厂里资历丰富的老技术员,感觉问题 的可能性就是线路上,但是现场反复查看过线路木有问题, 没办法只能动手了,于是把地线拿起来,往机台的支架上摔打两下,结果地线直接断掉了。
于是问题找到了,原来这个地线用的年数太久了,放置在哪里一从未有人去触动过,并且看着连接的很好,所以就没在意,实际底线的中间部分,长时间氧化的形成绝缘层了,看似连接好的线路,实际是一个不通的电路,所以才导致等离子切割机喷嘴与切割件之间木有离子弧形成,地线氧化道绝缘状态是在实际应用中极少遇见的,所以在寻找不起弧原因的时候,总是给忽略掉。
数控等离子切割机在使用时要注意掌握一些细节,不然容易因为切割质量不稳定,易损件更换频繁而发生故障。那么数控等离子切割机平时的使用技巧有哪些呢?图片-----图片-----1、数控等离子切割机要采用合理的切距按说明书的要求,采用合理的切距,切距即切割喷嘴和工件表面的距离,当穿孔时,尽可能采用正常切距的2倍距离或是采用等离子弧所能传递的高度。-----图片-----2、数控等离子切割机切割应从边缘开始数控等离子切割机尽量从边缘开始切割,而不要穿孔切割。数控等离子切割机采用边缘作为起始点会延长消耗件的使用寿命,所以正确方法是将喷嘴直接对准工件的边缘后再启动等离子弧。 图片-----图片-----3、数控等离子切割机减少不必要的“起弧(或导弧)”时间起弧时喷嘴与电极的消耗均非常快,所以在开始前,应将割炬放在切割金属的行走距离内。 -----图片-----4、数控等离子切割机尽量保持割炬与消耗件的清洁在割炬与消耗件上的任何脏物都会极大地影响等离子系统的功能。更换消耗件时要将其放在干净的绒布上,要经常检查割炬的连接罗纹,用过氧化氢类清洁剂清洗电极接触面还有喷嘴。图片-----图片-----5、数控等离子切割机喷嘴不能过载使用 让喷嘴过载(即超过喷嘴的工作电流),会使喷嘴损坏更快。电流强度应是喷嘴的工作电流的95%。比如:100A的喷嘴的电流强度应设定为95A。图片-----图片-----6、数控等离子切割机穿孔厚度要在机器系统的允许范围内数控等离子切割机不得在超过工作厚度的钢板上穿孔,一般的穿孔厚度是正常切割厚度的1/2。
