




不要错过我们上传的无缝管内衬不锈钢复合管发货及时视频!它将为您提供比图文更直观、更全面的产品介绍,点击观看,让您轻松了解产品详情。
以下是:无缝管内衬不锈钢复合管发货及时的图文介绍

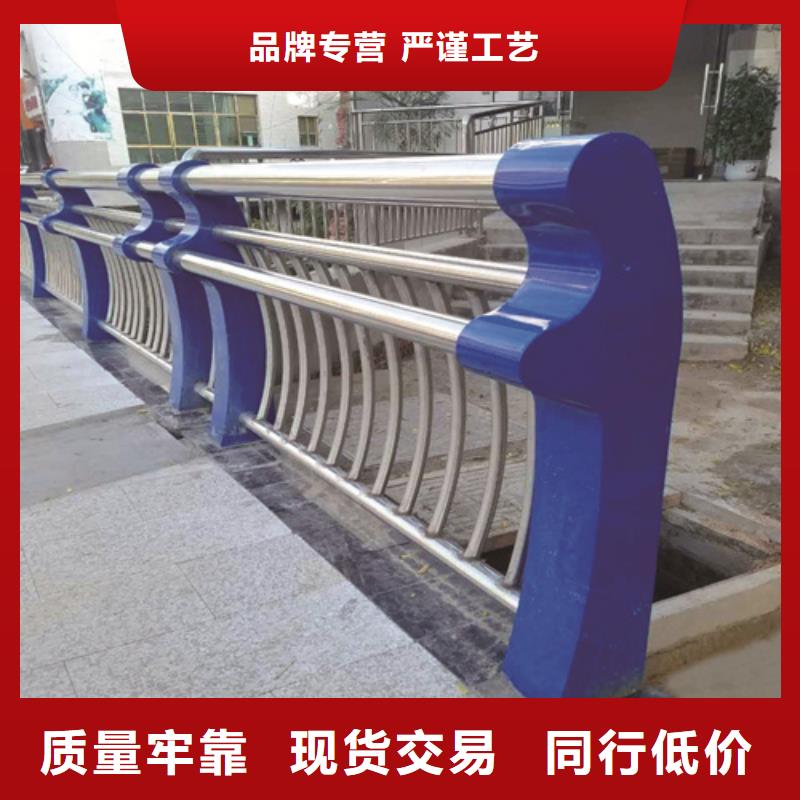
不锈钢不会发生腐蚀、点蚀、锈蚀或磨损,能够出产成不锈钢复合管等产品,它是修建用金属资料中强度 的资料之一。和其它曝露于大气中的资料相同,不锈钢也会脏。不锈钢复合管由不锈钢和碳素结构钢两种金属资料选用无损压力同步复组成的新资料。兼具不锈钢抗腐蚀耐磨和美丽的表面,以及碳素钢杰出的抗弯强度及抗冲击性。因为表面漂亮、价格低廉等长处,现已广泛用于桥梁护栏,装修装潢,车辆附件,运送辊轮,纺机配件等范畴。 栏杆是桥梁和修建上的安全设备,要求巩固,且要注意漂亮 制作栏杆的资料有木、石、混凝土、砖、瓦、竹、金属、有机玻璃和塑料等。在栏杆的规划上要注意以下详细细节:楼梯栏杆规划与扶手间隔,挑选要设置栏杆的踏步的榜首级和最终一级的水准线及踏步踏板间的水平间隔,将踏板数加起来。


不锈钢管复合管焊接注意事项采用不锈钢复合管制作各种构件,如桥梁护栏、公交车扶手、摩托车保险杠时,需要特殊注意一下事项, 1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极) 2.一般适合于6mm以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点。 3.保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。 4.钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。 6.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。8.为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。 9.防风与换气。有风的地方,务请采取挡网的措施,而在室内则应采取适当的换气措施。



工厂直销,价格可议。多年 不锈钢碳素复合管行业生产经验,保持稳定的产品质量,从原料到出厂,严格把关每一个流成,工艺严格技术成熟,保持 不锈钢碳素复合管产品质量稳定。


