
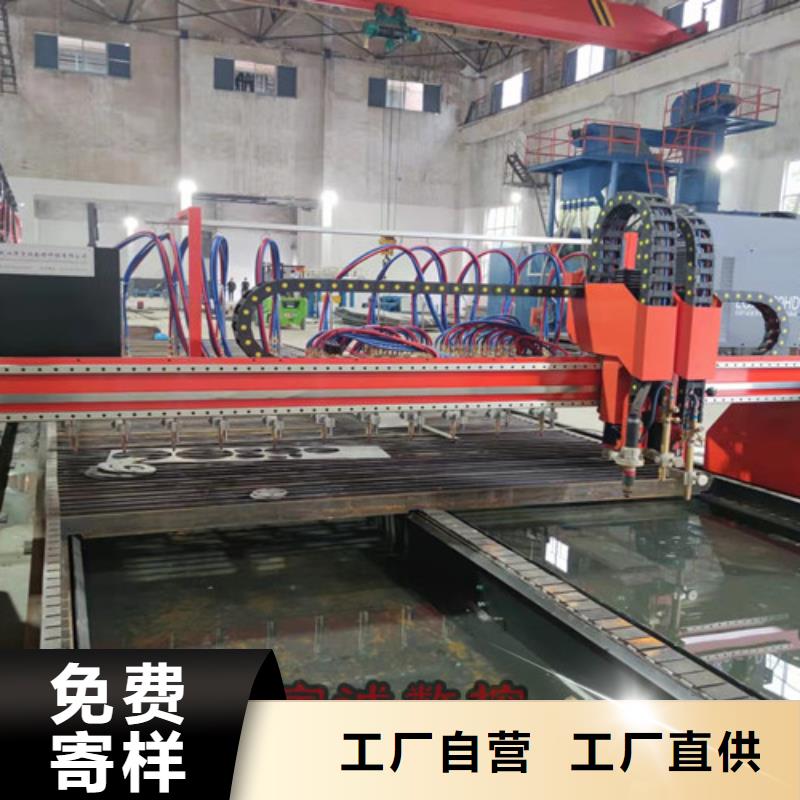



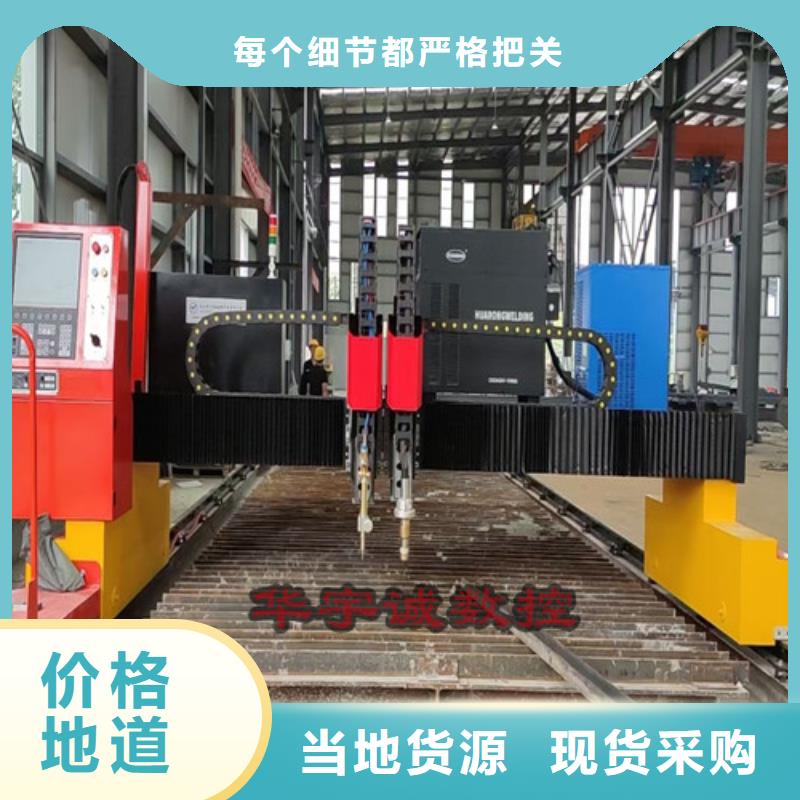




数控火焰等离子切割机的功能及优势:数控切割设备的两大分类中,火焰切割机与等离子切割机目前在国内市场均有相当多的终端用户,对于企业来说,选择采用数控切割方式除了提高生产加工效率外,更多的还在于节约生产成本,具体到数控火焰、等离子切割机上来看,则可以归结为人工成本、生产成本等多个方面,为了让更多的用户能了解数控火焰、等离子切割机的功能优势,以下将主要就此方面情况予以简单说明:一、等离子切割介绍等离子切割是利用高温在喷嘴处喷射出来的高速气流离子化,从而形成导电体。当电流通过时,该导气流即形成高温等离子电弧,电弧的热量使工件切口处的金属局部熔化(和蒸发),并借助高速等离子气流的动力排除熔融金属以形成切口的一种加工方法。利用环形气流技术形成的细长并稳定的等离子电弧,保证了能够平稳且经济地切割任何导电的金属。数控切割机厂家直销!图片经过多年的探索,等离子技术得到了长足的发展。近的进展是通过加大功率来加快数控等离子切割机速度,同时提高切割质量。图片二、火焰切割介绍火焰切割是老的热切割方式,其切割金属厚度从1毫米到1米,但是当您需要切割的绝大多数低碳钢钢板厚度在20毫米以下时,应采用其他切割方式。火焰切割是利用氧化铁燃烧过程中产生的高温来切割碳钢,火焰割炬的设计为燃烧氧化铁提供了充分的氧气,以保证获得良好的切割效果。火焰切割设备的成本低并且是切割厚金属板经济有效的手段,但是在薄板切割方面有其不足之处。与等离子比较起来,火焰切割的热影响区要大许多热变形比较大。为了切割准确有效,操作人员需要拥有高超技术才能在切割过程中及时回避金属板的热变形。
数控等离子切割机定位功能介绍数控等离子切割机相比传统的手工切割而言,其的好处即在于能实现电脑多方位的全自动化操作,而为了保障全程切割的精准性,一定要保证切割轨迹的定位与控制,那么数控等离子切割机是如何实现切割定位的呢?首先,数控等离子切割机是根据事先设定好的轨迹行走进行切割的,为了预知切割图形是否存在误差,可以使用数控等离子切割机划线装置掌握。划线装置是数控等离子切割机中的一个重要功能部件,其主要作用是在钢板表面标记工艺线、图形和件号。工作原理是将高目锌粉通过高温火焰熔化后喷于钢板表面,形成均匀清晰的锌粉线条,这些线条具有一定的耐蚀性和耐磨性。用户可根据加工需要使用,下面武汉耐霸就将就划线装置的作用及特点做如下归纳:1.适用于自动设备和执行各种复杂图形的划线要求2.喷粉划线工作速度0.3~30m/min3.线条宽度0.6~1.2mm,附着厚度0.05~0.20mm4.线条色彩:兰色和白色5.能源输入:氧气4bar燃气(乙炔、丙烷)0.5bar6.电源:AC24V 50W7.重量:约4.5kg(含喷粉枪外围件)通过使用喷粉划线枪的作用,可以及时的在切割工件上表面标记工艺线、图形和件号,在未切割工件的前期可以及时调整所绘图形,及时修改,以达到在图形尺寸画错等客观因素情况的影响下误切工件,有效的避免浪费钢材和返工,避免影响生产及效率。数控等离子切割机的切割精度问题一直是让很多企业在选择购买之前很是关心,传统的手工切割加工凭借操作者的经验来控制切割精度,而采用划线装置的数控等离子切割机在其切割精度上可控制在±0.5mm范围内。
数控等离子切割机主要的应用领域为:不锈钢、铸铁、铜、铝及其他有色金属的板材等,主要用于平面切割非规则图形,理论上只要用AUTOCAD能画出来的图形就能切割(半径小于2倍等离子割缝宽度的图形无法切割)。一台完整的数控等离子切割机主要由等离子发生器,数控系统,机床和供气装置(空气压缩机)几部分组成。等离子发生器及其割炬组直接决定切割质量,数控系统及机床直接决定切割精度,供气装置直接影响切割质量,也是等离子发生器工作的必备条件。
数控等离子切割机在切割速度及切割范围上都较火焰切割有所改善,加上近年来等离子切割技术的成熟完善,市场上也有越来越多的用户企业选择等离子切割方式,相比传统的切割方式来看,等离子切割具有率、高精度和高稳定性等优点,尤其适合于大批量生产加工及高精度切割要求,另外从成本角度来看,由于去掉了切割燃气费用,等离子切割相对成本更为经济,特别是应用于大批量加工生产的时候,其加工成本控制将更为明显。

数控等离子切割机加工速度
除了工作气体对切割质量有影响外,切割速度对数控等离子切割机的加工质量影响也是很重要的。切割速度:切割速度范围可按照设备说明选定或用试验来确定,由于材料的厚薄度,材质不同,熔点高低,热导率大小以及熔化后的表面张力等因素,切割速度也相应的变化。主要表现:
1.切割速度适度地提高能改善切口质量,即切口略有变窄,切口表面更平整,同时可减小变形。
2.切割速度过快使得切割的线力量低于所需的量值,切缝中射流不能快速将熔化的切割熔体立即吹掉而形成较大的后拖量,伴随着切口挂渣,切口表面质量下降。
3.当切割速度太低时,由于切割处是等离子弧的阳极,为了维持电弧自身的稳定,阳极斑点或阳极区必然要在离电弧近的切缝附近找到传导电流地方,同时会向射流的径向传递更多的热量,因此使切口变宽,切口两侧熔融的材料在底缘聚集并凝固,形成不易清理的挂渣,而且切口上缘因加热熔化过多而形成圆角。
4.当速度极低时,由于切口过宽,电弧甚至会熄灭。由此可见,良好的切割质量与切割速度是分不开的。
