




遂宁服务周到的钢筋笼成型机销售厂家
全自动数控钢筋笼绕筋机在使用前要检查,看各线路连接是否正常、各螺栓螺母是否松动、工作台和全自动数控钢筋笼绕筋机是否保持水平等,同时在加工之前,机器空转几分钟,方可把钢筋需弯的一头插在转盘固定备有的间隙内。二、每日检查滚焊机各运动部件的润滑,尤其是变径滑板,电极导杆和变径丝杠,必须每日润滑。三、新型工地钢筋笼缠绕筋机打破了传统弯曲机点动操作模式,增加了控制电压及制动电机电路,实现钢筋弯曲自动化,提高了操作的性和弯曲角度定位的准确性,工作效率极高。

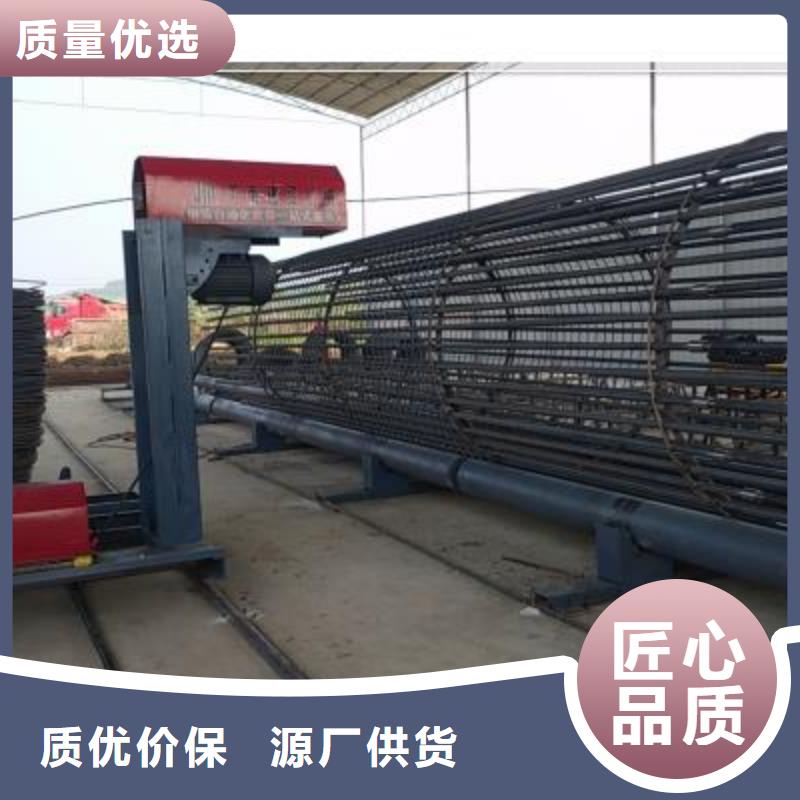
绕筋机数控滚焊机且较老产品优化了多个重要结构,使其更加合理且成本大幅降低,设备更有市场竞争力。大盘部分灵活的模圈及十字筋安装设计,据不同的桩基规格灵活更换,经济适用;固定盘旋转、移动盘部分行走及旋转、由一台 P 和 3 台变频器来设定,要求电机同步,保证了成品笼子的整体尺寸;可完成桩基直径 400mm-2500mm 桩基单主筋单箍筋、双箍筋单主筋,以及双主筋双箍筋的焊接工作;固定机架及移动机架进行了结构优化,降低主机重量,减轻了动力单元的负载,从而可制作目前较重的钢筋笼轮缘结构进行了优化设计,摒弃之前方钢冷弯后加工的工艺,更改为原材料为高强度的无缝钢管,经过精密的冷弯成型,之后直接使用。如此轮缘与支撑辊的圆面接触,增大了接触面。使得设备运行更加平稳且,设备运行惯量大大降低;钢筋笼骨架旋转的同时由移动盘拖动向后移动,盘筋不移动;钢筋笼直径由相同直径的模板精准控制,一个工程通常需要 2-7 种模板;主筋间距决定于人工预先在模板上布置的,与主筋根数相同数量的套管间距;当钢筋笼直径和主筋根数改变时,需要人工更换模板以及重新布置套管,约需 1 小时;1、自动送料系统,可设定距离在线,误差小,钢筋笼高质量。2、能准确自动焊接,降低劳动强度。3、采用变频控制系统对保持架保持架,具有高精度的运动。4、用自动笼架,避免笼型曲线。5、高速送料装置,效率高。6、可改变笼直径和主筋量。
 <遂宁>建贸机械设备有限公司
<遂宁>建贸机械设备有限公司
钢筋笼设备—绕筋机自动缠绕:为保证骨架不变形,吊装时须用两点吊吊点设在骨架的下部,第二吊点设在骨架长度的中点到三分点之间。在加强筋内加焊十字支撑,起吊时先提吊点,使骨架稍稍提起,再与第二吊点同时起吊,待骨架离开地面后,吊点停止起吊,继续第二吊点。起吊要垂直,骨架入孔时应慢慢下放,严禁碰撞孔壁。吊绳要采用四根一样长的,切不可采用两根对折吊装钢筋笼。完工的骨架不下设备,继续进行绕筋工作。还可在机器上点动钢筋笼,完成焊接机器上骨架制作;备齐一节钢筋笼所需箍筋按位置平放两铁辊上,将一根主筋抬放于铁辊长度上方,好起始尺寸,箍筋,主筋靠着箍筋单面施焊,待主筋转至上方再补焊。
jmc1 34445
34445
钢筋笼生产线操作规程 钢筋笼生产线是多工序、工步同时合生产钢筋笼专业设施,要求所有参与人员必须做到; 1;生产线操作人员必须熟悉本机生产全部工艺 2;生产线工作期间不允许非生产人员机械、工件。 3;生产前调试好各机械、部件及。试运行各动、自动功能 4;骨架成后绕筋单人操作,其余人员均为辅助,禁止疲劳、酒后操作,机器运转时禁止抓、握工件。 5;生产中随时处理物件及流动人员,保障生产。 6;设备上拼装骨架,工件时采点动,避免连续转动。 7;绕筋成后必须断开绕筋,推开小车给钢筋笼料让路 8;机械进行、更换机件、时不得开动机器 9;成机机械须有良好保护接地和接零,不允许机器带病工作,保障机械设备始终处于良好工作状态。 10;工作完毕、停工期间清理场地、断开电源、主件遮盖。绕筋机

怎样做好钢筋笼滚焊机的防护工作,钢筋笼滚焊机是钢筋加工机械之一,我们在操作钢筋笼滚焊机时一定要遵守操作规程,不可违规操作避免加剧零部件的损害,我们使用钢筋笼滚焊机时怎样做好防护工作?接下来钢筋笼滚焊机将为大家介绍钢筋笼滚焊机防护工作。1.在操作钢筋笼滚焊机之前检查电气接线是否有异常老化、裸露现象,如有需要及时的更换,检查螺丝螺栓是否有松动如有及时的拧紧。2.钢筋笼滚焊机在正常工作之前我们应该进行试运行15分钟,在试运行的过程中注意检查零件部件是否有异常的振动声响,检查各工位是否处于正常的工作状态,检查无误后即可正常运行工作。3.在钢筋笼滚焊机工作的过程中我们应该及时的观察运行状况,如有异常情况的发生必须停机进行检修,避免造成大的故障。4.在使用玩钢筋笼滚焊机我们应该及时做好清洁保养工作,定期对需要润滑部位加注润滑油以保证钢筋笼滚焊机的正常运行。绕筋机
