

普洱冷拉半圆钢本地供应商
普洱冷拉半圆钢本地供应商
鑫泽金属制品有限公司
 普洱冷拉半圆钢本地供应商
普洱冷拉半圆钢本地供应商
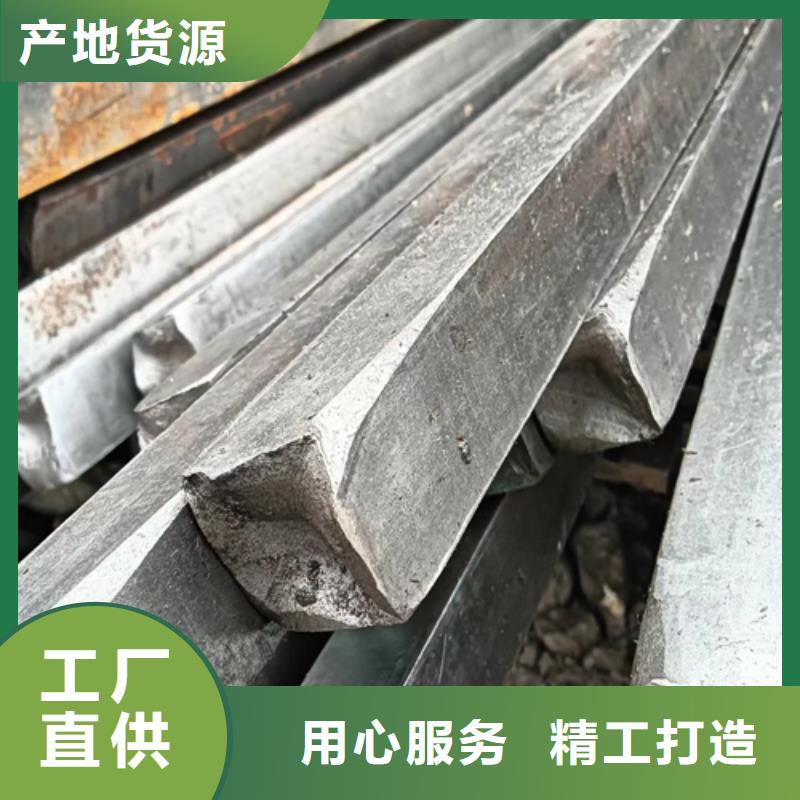
 冷拉型钢异型钢的发展历史回顾早的钢材成型手段远没有现在这么先进,都是靠手工锻造得到的,直到次工业革命有了机器的出现,手工锻造才被机器锻造所取代。随着蒸汽机的发明和蒸汽作为动力的应用,有了工业汽锤的出现,后来电气技术的发展和电动机驱动的应用,促进了机械压力机的发展,再后来出现了液压元件和液压技术,这些技术手段在型钢锻造领域都有很好的应用。在近半个多世纪,我国的模锻设备和锻造技术得到了飞速的发展,主要是得益于计算机技术、加工制造技术等科学的发展。这不仅使得设备的性能得到了进一步的提高,还为整个冷拉型钢行业发挥了巨大的作用。虽然与工业发达相比,我国在这个领域的设备的技术和水平还有一定的差距,还有待进一步改善。
冷拉异型钢时只用冷拉率或者冷拉应力控制叫单控,冷拉时冷拉率和冷拉应力同时应用,称为双控。采用单控,施工简单方便。但对于材质不均匀的T型钢,不可能逐根试验(逐根试验,费工费料,不可能这样做,有的同根T型钢冷拉率也不一 样)冷拉质量得不到保证。不同炉批的冷拉控制:对于混杂,分不清炉批的T型钢,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的T型钢,每根的冷拉率和控制应力都要符合规范规定。冷拉速度控制:要使T型钢充分变形,就要适当控制冷拉速度,一般以0.51.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2---3以后,再放松T型钢,结束冷拉,以给T型钢充分变形的时间。冷拉应力控制的情况:对于工、亚、IV级T型钢和5号钢的型钢,在冷拉后,作硕应力T型钢使用的,要用冷拉应力控制。但T型扁钢冷拉后经检查,冷拉率超过了规范规定,还要再进行机械能实验。冷拉率测定控制要求:以冷拉率控制T型钢冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批T型钢的实际冷拉率。如果T型钢强度偏高,平均的冷拉率低于1%时,在T型钢冷拉时,仍要按1%的冷拉率控制。双控方法可以避免上述问题。冷拉时,对于控制应力已经达到,冷拉率没有超过允许值的,可以认为合格。对于预应力T型钢必须采用双控方法。
冷拉型钢异型钢的发展历史回顾早的钢材成型手段远没有现在这么先进,都是靠手工锻造得到的,直到次工业革命有了机器的出现,手工锻造才被机器锻造所取代。随着蒸汽机的发明和蒸汽作为动力的应用,有了工业汽锤的出现,后来电气技术的发展和电动机驱动的应用,促进了机械压力机的发展,再后来出现了液压元件和液压技术,这些技术手段在型钢锻造领域都有很好的应用。在近半个多世纪,我国的模锻设备和锻造技术得到了飞速的发展,主要是得益于计算机技术、加工制造技术等科学的发展。这不仅使得设备的性能得到了进一步的提高,还为整个冷拉型钢行业发挥了巨大的作用。虽然与工业发达相比,我国在这个领域的设备的技术和水平还有一定的差距,还有待进一步改善。
冷拉异型钢时只用冷拉率或者冷拉应力控制叫单控,冷拉时冷拉率和冷拉应力同时应用,称为双控。采用单控,施工简单方便。但对于材质不均匀的T型钢,不可能逐根试验(逐根试验,费工费料,不可能这样做,有的同根T型钢冷拉率也不一 样)冷拉质量得不到保证。不同炉批的冷拉控制:对于混杂,分不清炉批的T型钢,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的T型钢,每根的冷拉率和控制应力都要符合规范规定。冷拉速度控制:要使T型钢充分变形,就要适当控制冷拉速度,一般以0.51.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2---3以后,再放松T型钢,结束冷拉,以给T型钢充分变形的时间。冷拉应力控制的情况:对于工、亚、IV级T型钢和5号钢的型钢,在冷拉后,作硕应力T型钢使用的,要用冷拉应力控制。但T型扁钢冷拉后经检查,冷拉率超过了规范规定,还要再进行机械能实验。冷拉率测定控制要求:以冷拉率控制T型钢冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批T型钢的实际冷拉率。如果T型钢强度偏高,平均的冷拉率低于1%时,在T型钢冷拉时,仍要按1%的冷拉率控制。双控方法可以避免上述问题。冷拉时,对于控制应力已经达到,冷拉率没有超过允许值的,可以认为合格。对于预应力T型钢必须采用双控方法。
 普洱冷拉半圆钢本地供应商
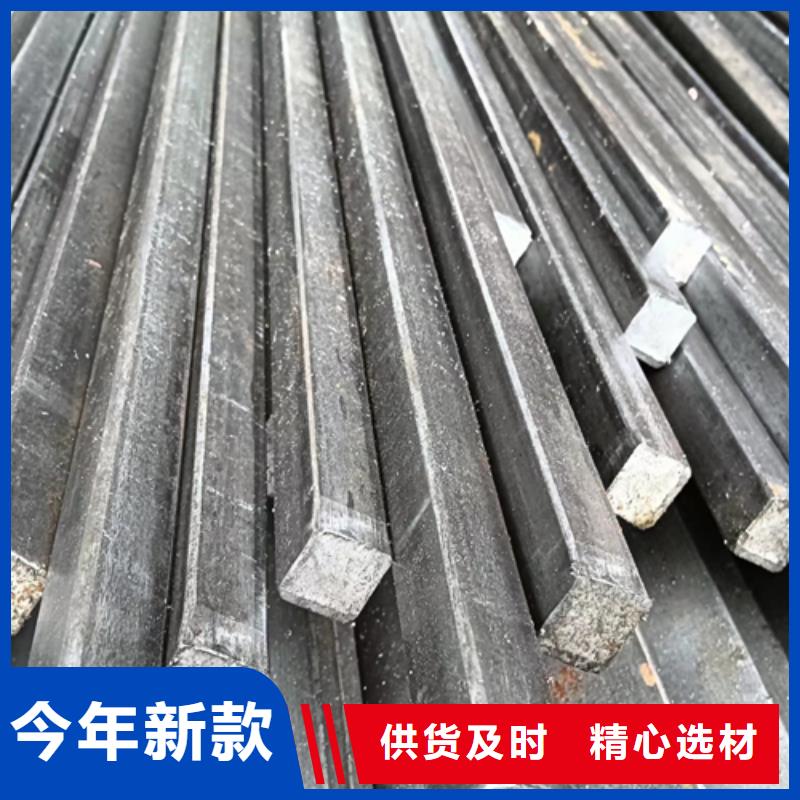
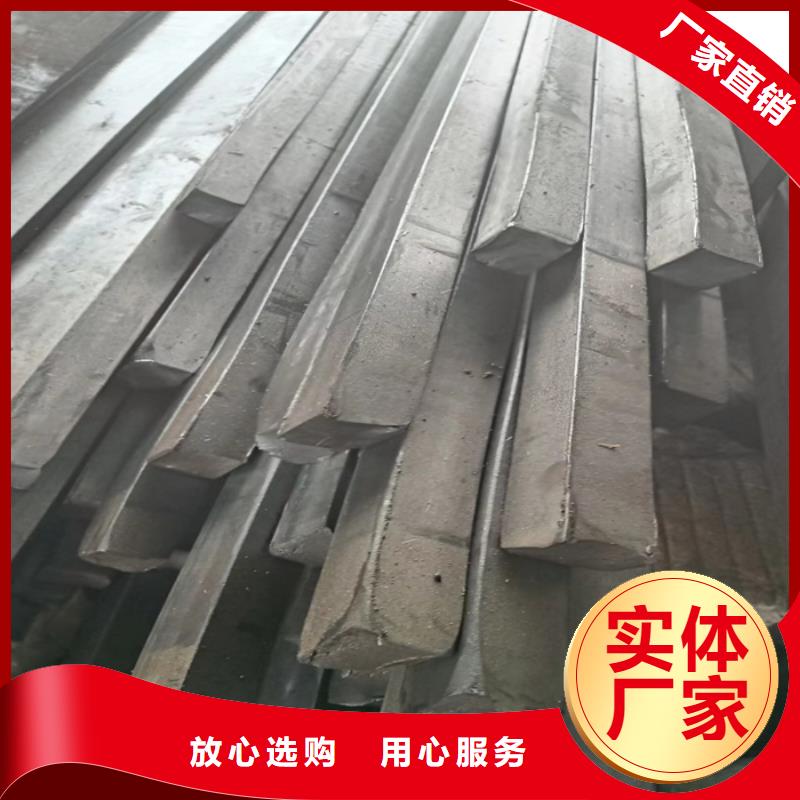
专业生产异型冷拉型钢的厂家,能够根据客户的不同需要生产出各式各样的冷拉型钢产品。主要生产冷拉圆钢、六角钢、方钢、扁钢及异型钢等规格的现代型工业企业。产品广泛用于纺织机械、纺机、绣花机械,数控机床,农机、健身电梯等机械配件,产品行销全国各地及国外。公司自成立以来,“诚信、求实、进取”一直是我们孜孜以求的信念和宗旨。竭诚为您提供优质的产品和周到完善的服务,欢迎新老客户 光临垂询!查看详情,冷拉型钢的厚度精度是由冷拉工艺确定的。轧制力和带钢张力是计算机控制的,以减小轧制过程中的厚度偏差,基于对轧机入口侧和输送侧的带钢厚度的测量。冷轧带钢轧制油在退火过程中被烧掉,这是冷轧后的下一道工序。在退火前,用电解清洗除去其他类型的轧制油。需要特别注意的是,电解清洗与需要清洁表面的产品一起使用,这样才能确保良好的可喷涂性。
普洱冷拉半圆钢本地供应商
专业生产异型冷拉型钢的厂家,能够根据客户的不同需要生产出各式各样的冷拉型钢产品。主要生产冷拉圆钢、六角钢、方钢、扁钢及异型钢等规格的现代型工业企业。产品广泛用于纺织机械、纺机、绣花机械,数控机床,农机、健身电梯等机械配件,产品行销全国各地及国外。公司自成立以来,“诚信、求实、进取”一直是我们孜孜以求的信念和宗旨。竭诚为您提供优质的产品和周到完善的服务,欢迎新老客户 光临垂询!查看详情,冷拉型钢的厚度精度是由冷拉工艺确定的。轧制力和带钢张力是计算机控制的,以减小轧制过程中的厚度偏差,基于对轧机入口侧和输送侧的带钢厚度的测量。冷轧带钢轧制油在退火过程中被烧掉,这是冷轧后的下一道工序。在退火前,用电解清洗除去其他类型的轧制油。需要特别注意的是,电解清洗与需要清洁表面的产品一起使用,这样才能确保良好的可喷涂性。
您的位置>首页 >普洱当地综合推荐News >