






3、武威螺旋管生产过程中,对于环氧粉末和胶粘剂,要比平时用量大1%,这样才能达到实际要求的厚度。
4、武威螺旋管下线后不要高温暴晒,暴晒很容易导致PE层膨胀,从而脱离钢管外壁,达不到防腐效果。
武威螺旋管教您在生产中如何操作可提高生产质量?
1、武威螺旋管焊接温度:低碳钢材质,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。焊接温度主要通过调节高频涡流热功率和焊接速度来控制。当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热量过大时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。

武威螺旋管行业持续提高生存能力、集中化发展,有这么几个好处:
一,对于大集团而言,抗风险能力、良性竞争的态势更强了,市场更有秩序了,恶性竞争的倾向少了。
二,对于 的经济,钢铁行业“过山车式”的波动现象应该有所减少,有利于宏观经济的高质量发展。
三,建立大集团有利于集中力量办大事,能够把科研人员、技术人员集中起来,更有组织、更有效率地研发,有利于推动高质量发展和创新驱动战略落地。
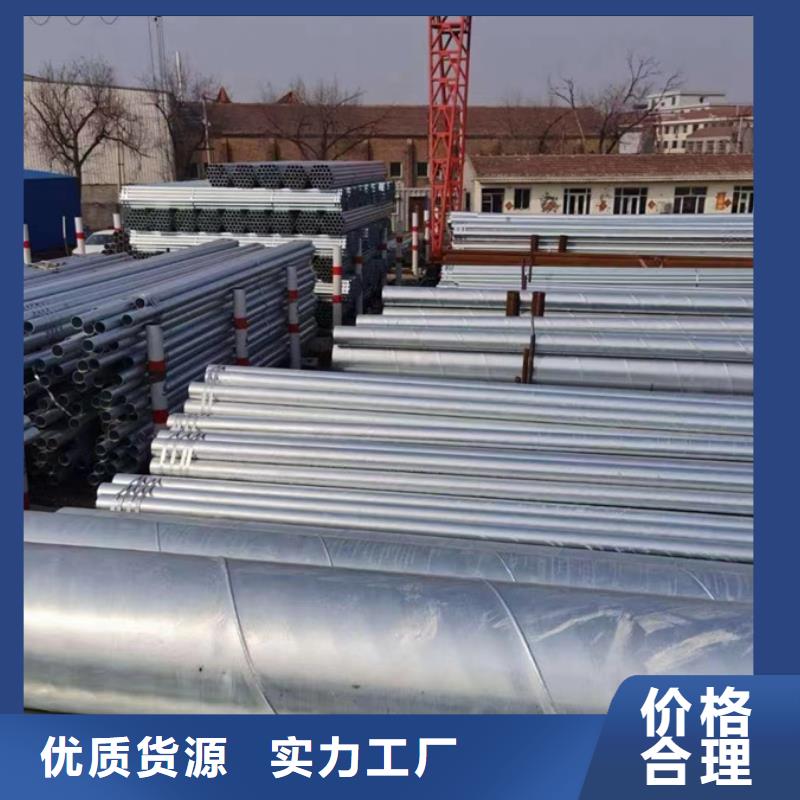
武威螺旋管厂介绍螺旋管在楼房的建设中起到的作用:
首先就是脚手架。脚手架说白了就是我们所说的搭架子。建筑工地上直接用在外墙、内部装修或楼层较高无法直接施工的地方,这样主要为了施工人员上下干活更安全,方便。和一般的钢管相比,因为螺旋管的质量比较稳固,焊接更加牢固,所以使用螺旋管更能减少建筑中意外事故的发生。还有就是在地下管道输送、盖楼时抽取地下水、锅炉热水输送用等各个地方都能看到我们螺旋管的身影。正是因为螺旋管的高质量不断得到大家的认可。我们螺旋管也为楼房的更加稳固不断的改善,不断的进步。

2、武威螺旋管焊接:螺旋管一般采用高频焊接,高频焊接是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等优点,因此在钢管的生产中受到广泛的应用。根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的,冷却后形成一条牢固的直缝焊缝。
3、武威螺旋管焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。

(7)武威螺旋管内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
(8)武威螺旋管焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。
(9)武威螺旋管采用空气等离子切割机将钢管切成单根。
(10)武威螺旋管切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。
(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。
