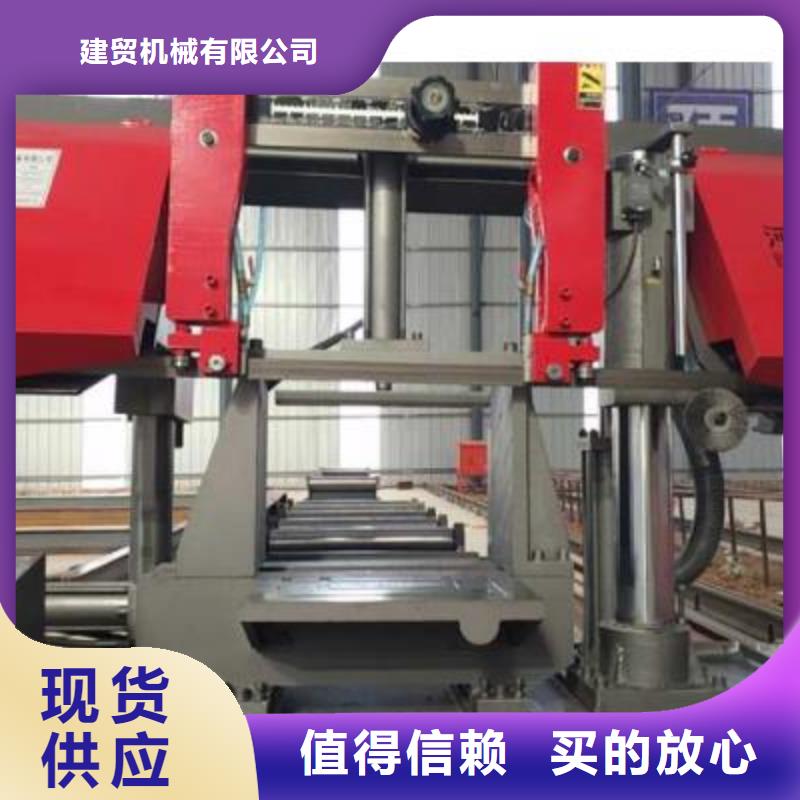




数控锯床的特色
1、数控锯床的按钮界面,机械操作极为简单且功率高。
2、数控锯床的作业称料台,锯床采用高密度球墨铸铁,夹持物料愈加安定且不易损坏。
3、数控锯床的锯齿,原料强度高,通用性强,在锯切时比较耐磨,寿数比较长。
4、数控锯床所运用的进口电机,采用合资定制电机、功能稳定,寿数更长。
5、数控锯床的加工精度加高,不仅节省了人力物力,愈加进步了作业功率。
1、数控锯床是未来行业发展的趋势,这类设备在锯切的时候更省时、更省力,只要把程序设置好就可以加工材料了,而且所加工的材料还能更加精准无误。那么这类设备的潜在客户们在购买设备的时候又会考虑什么因素呢。2、使用成本低通常一家加工商在采购的时候无非是考虑采购成本和使用成本这两个方面。采购成本无非就是指设备的价格,很多采购员在市场中寻找目标的时候, 个考虑的就是价格。可如今的市场大的很,设备价格也是千差万别,不同的厂家可能会有多个跌眼镜的报价。所以采购员在如今的采购中,不能再仅盯着价格不放,要先在互联网上多了解几个厂家,综合比较他们的报价,设置一个合理的心理价位,这样一来,在采购中就不至于太茫然另外一个重要方面就是使用成本,像数控锯床它的使用成本主要体现在工件的锯切成本上。质量越高的带锯床,它的使用成本也就越低,也越能给加工商带来更多的利润。相反,那些购买时价格低廉的带锯床使用成本反而更高,因为那些低价货经常会出现锯条不能正常使用或者加工的工件不符合标准等情况,这样一来设备的维修费就会债台高筑,更不要提它能为加工商带来多少可观的利润了。
带锯床通过液压油缸夹紧、利用光栅尺长度测量装置或步进(伺服)电机驱动丝杆、齿轮齿条的送料方式,可以自动测量送料长度和计算送料次数,当达到设定的锯切次数时,锯床自动停机。自动送料方式适合大批量生产,具有速度快,锯切长度稳定,一人可操作多台锯床等优点。大大减少人员操作提高生产效率。
送料装置在带锯床中的实际应用表明,选择合理的交流伺服系统能够满足控制系统响应速度快、速度精度高、鲁棒性强的要求,实际应用位置控制精度 在±0.1mm左右且可避免累积误差。由于带锯床锯条位置是固定的,而锯切的位置是不同的,因此必须将工件送到锯切位置处,一般锯床的送料方式有三种:
人工送料

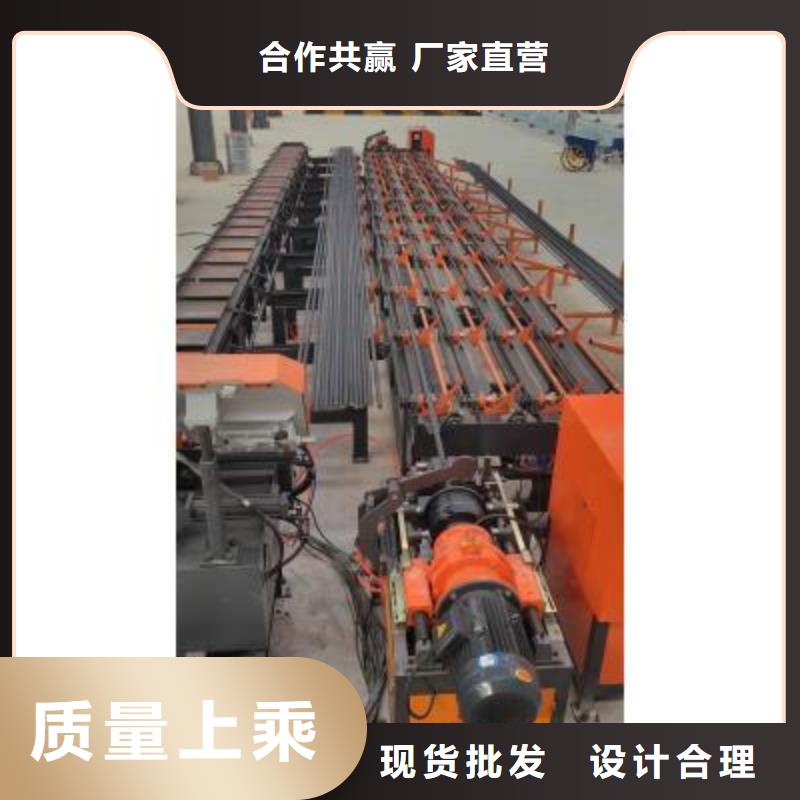
六盘水锯切套丝生产线的原料存储架采用大吨位存储,可与棒材自动上料机配合使用,上一个循环尚未结束就可以进行下一步配料,缩短了循环周期。六盘水钢筋锯床全自动送料辊道,避免原料的二次搬运;钢筋输送、翻转、传递全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊,耐磨、噪音低、寿命长.产品特点:1、可自动完成对钢筋端头的自动切断,切头端面平整,可直接套丝。2、钢筋定尺机构采用伺服电机控制,通过伺服电机驱动丝杠机构来调整锯切刀口与定位挡板之间的距离,采用编码器测量,可锯切各种长度的钢筋。3、对钢筋长度的自动定尺,钢筋长度剪切齐头钢筋尾料短可达到1cm,提高材料的利用率。4、锯切主机生产效率高,可对原料钢筋的两端自动定尺齐头,锯切主机采用双立柱设计,升降平稳,锯切稳定;钢筋压紧采用液压油缸两侧压料,压力大锯切过程中,钢筋不会转动减少对锯条的损伤,钢筋切头均匀。5、一级套丝辊道输送平台采用链条式传动,可对齐头后的钢筋临时储料,实现加工作业的流水线作业,减少设备的二次搬运,提高生产效率。6、套丝辊道采用V型轮输送,无需人工辅助,保证钢筋自动输送至套丝机,套丝完成后可自动翻至下一个工序;V型采用耐磨材料。

带锯床修补有许多不正确的当地,产生了许多修补误区,增加了许多的修补本钱。修补是康复带锯床技能功能,扫除毛病及毛病隐患,延长锯床运用寿数的有用手法。当时国内带锯床在修补中还存在着许多技能问题。这些问题的存在,导致带锯床修补质量不高。
带锯床在运用进程中不免会呈现电动机过热的景象,这对电动机的绝缘是很晦气的。会加快绝缘资料的老化,缩短电动机运用寿命,而且还也许因绝缘体损坏导致各种事端。因此,对带锯床电动机过热毛病的查看、查看和防护,是非常首要的。
一、电压超越或低于锯床电动机额定电压答应值,在额定负载下简略发热,温升增高,三相电源电压相间不平衡,使电动机额定发热,呈现这种发热状况的处理方法即是调整电压。
二、起动过于频频,应削减起动次数。
三、电动机外部接线有错,应查看纠正。
四、立式带锯床切开资料所需力大,配备电动机的功率小些,负载过大。应减轻负载或换用大功率的电动机。机床有机械毛病而导致过载,应查看设备,扫除毛病。
五、环境温度太高,应改进通风、冷却条件或替换耐热等级更高的电动机。
 六盘水钢筋锯床品质保障
六盘水钢筋锯床品质保障