

经过十多年的辛勤努力,怒江鑫森通达无缝钢管有限公司建立了一套完备有效的服务体系,打造了一支经验丰富的服务团队,为客户不仅免费设计规划,提供专业的技术培训,而且派技术人员现场指导安装 精轧钢管,做到了上门服务与网络在线服务相结合,赢得了客户们的广泛赞誉,成就了信誉至上、品质优良、服务贴心的品牌服务


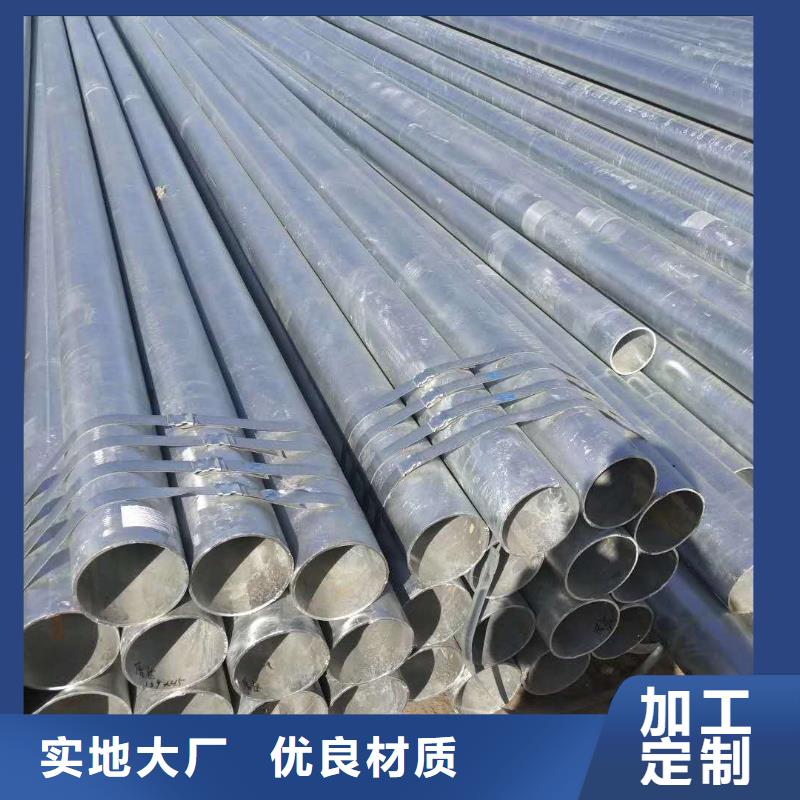
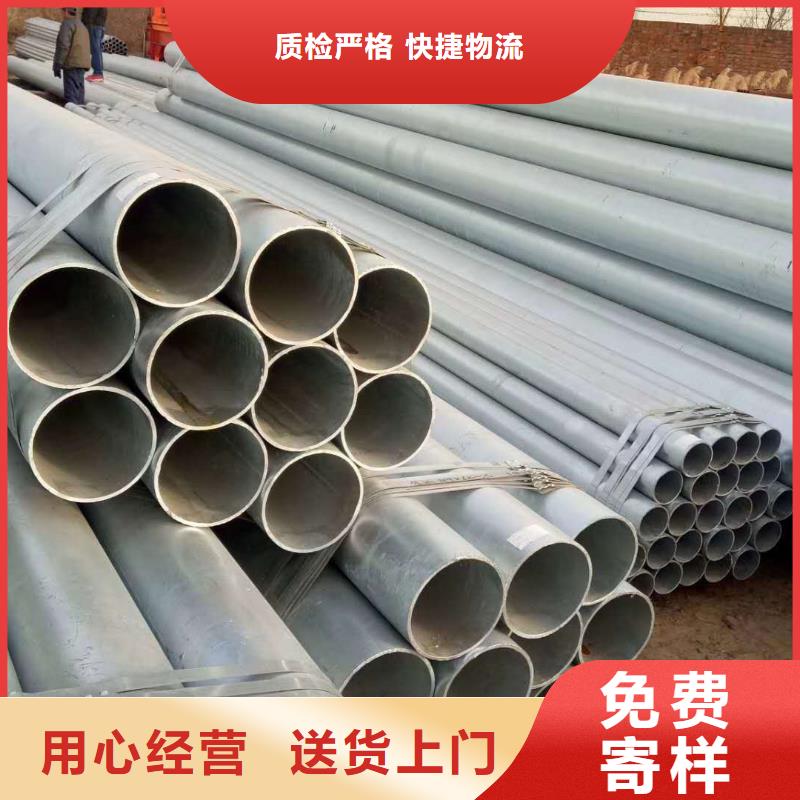
我国铜管生产在生产工艺,产品性能和生产设备领域都有很大的进步,海外市场对我国内螺纹管、合金管等产品需求很大。国内铜管生产企业格局稳定,公司在铜管出口份额方面占据优势,规模的优势为公司带来了议价能力。耐蚀合金管主要用于海水淡化和发电站建设等领域。我们认为人口增长和气候变化带来全球淡水资源的短缺,不断得向海水要淡水是有刚性需求的,与世界经济走势无关。
现阶段耐蚀合金管开工率充足,可以是以后发展的主要增长点。



合金管的焊接工艺:焊前加热,焊后淬火、回火
1、预热
合金管电焊前,主要对合金管进行加热,控制温度30分钟后开始焊接。
电焊的加热和虚拟束温回火处理由调温处理的温度控制柜主动操作。采用远红外跟踪热处理炉板。全智能主动设置曲线图并记录曲线图,热阻准确测量温度。加热时热阻测点距离焊缝边缘15mm-20mm。
2、焊接方法
1. 为了防止合金管的焊接变形,每个柱接头由两个人对称焊接,焊接方向从中间向两边。焊接内开放(内开放时焊缝接近梁),实际操作从——层合金管第三层合金管道必须进行小规格,因为其电焊危及焊接变形的主要原因。电焊一至三层后,应进行反刨。碳弧气刨应用后,需要对焊接机械设备进行打磨,对焊接表面进行氮化梳理,显示金属质感,防止表面碳化产生裂纹。外孔焊接一次,其余内孔焊接一次。
2. 电焊=两层合金管时,焊接方向应与层合金管相反,依此类推。每层对接焊缝间隔15-20mm。
3.应保持多台焊机的焊接电流、焊接速度和重叠层数。
4. 在电焊中,必须从引弧板开始焊接,并在引弧板上结束焊接。电焊后切断、打磨、清洁。
3、经调质处理后
焊缝电焊后,应在12小时内进行回火处理。如不能立即对合金管进行调质淬火处理,应听取保温和缓冷的建议。当进行回火处理时,应测量两个热阻的温度,并在焊缝两侧焊接热阻


