

为了让您更全面地了解我们的Q345D无缝方矩管-送货上门,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:Q345D无缝方矩管-送货上门的图文介绍


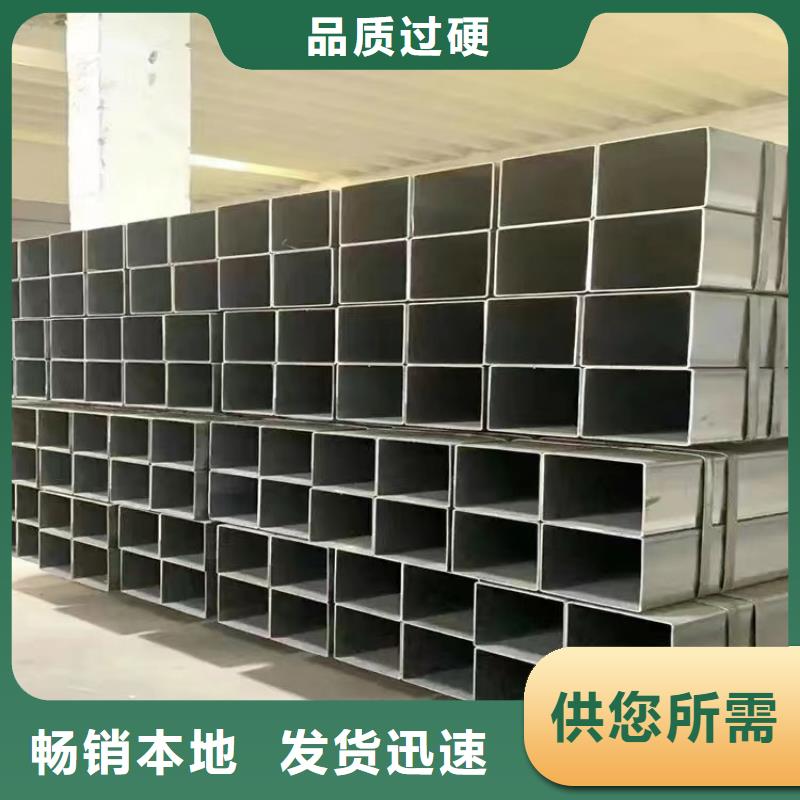
方矩管存放仓库前要求
(1)材料在入库前要注意防止雨淋或混入杂质,对已经淋雨或弄污的材料要按其性质采用不同的方法擦净,如硬度高的可用钢丝刷,硬度低的用布、棉等物;
(2)材料入库后要经常检查,如有锈蚀,应清除锈蚀层;
(3)方矩管一般钢管表面清除于净后,不必涂油,但对优质钢、合金薄钢板、薄壁管、合金钢管等,除锈后其内外表面均需涂防锈油后再存放;
(4)对锈蚀较严重的钢管,除锈后不宜长期保管,应尽快使用。



安阳联众物资有限公司致力为客户提供更健康、更环保、规格更齐全、品类更全面、工艺更精湛的优质 冷拉方钢、扁铁、扁铁条、实心方钢。


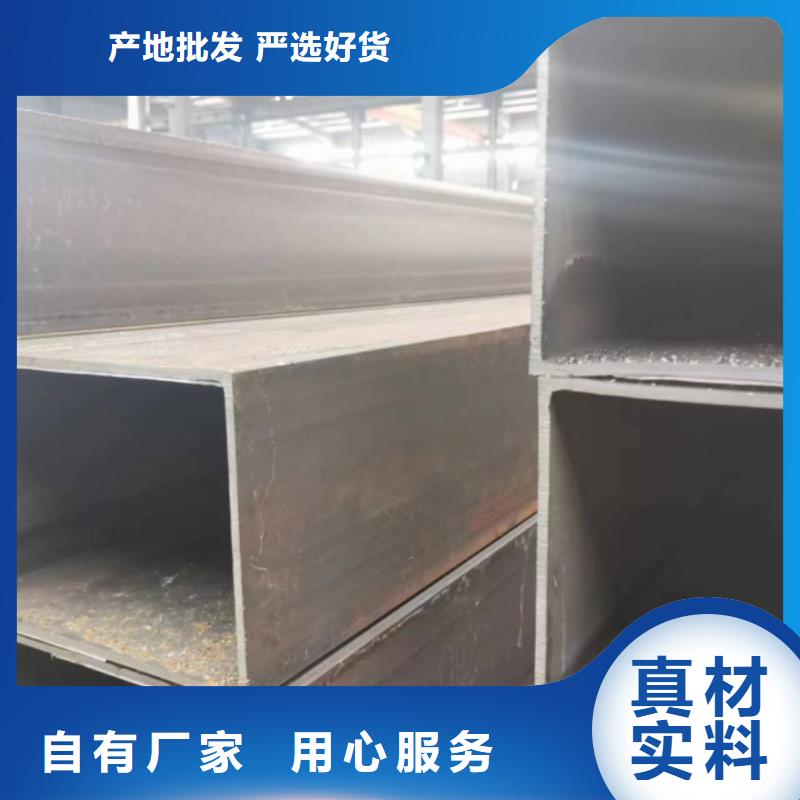
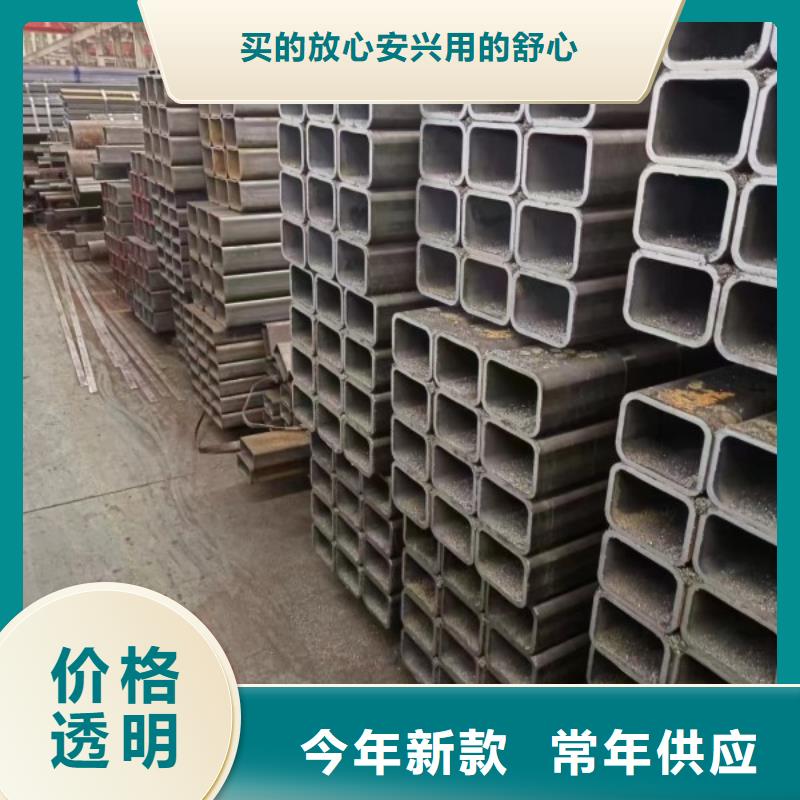
方矩管应用领域:广泛应用于机械制造、建筑业、冶金工业、农用车辆、农业大棚、汽车工业、铁路、公路护栏、集装箱骨架、家具、装饰以及钢结构领域等。
方矩管用于工程建筑、玻璃幕墙、门窗装饰、钢结构、护栏、机械制造、汽车制造、家电制造、造船、集装箱制造、电力、农业建设、农业大棚、自行车架、摩托车架、货架、健身器材、休闲和旅游用品、钢家具、各种规格的石油套管、油管和管线管、水、燃气、污水、空气、采暖等流体输送、消防用及支架、建筑业等。



方矩管在焊接变形的理论上,我们可以知道,大尺寸的焊缝,就导致变形越大,焊接相同的尺寸,焊接热输入就较大,也会导致变形较大,大长焊缝焊接,焊接变形就会较小,焊缝布置的不对称或者是非对称性的焊接,都会使焊缝偏差更为严重,使其严重的变形。
方矩管焊接规范是通过工艺试验和工艺分析,在确定方矩管对接焊缝采用双二氧化碳气体保护电弧焊,焊接层的焊接电流是200-250A,第二层的电弧电压是24-26V,其工艺要求是层焊缝必须能够保证良好的焊接,使其形成,焊接的电流,电弧电压,送丝速度和焊接速度需要更具设备进行调节。



方矩管焊接顺序减少变形矩形,焊接顺序应该按照以下原则:先从中间向两边对称分层分段焊接,这样有利于应力扩散和释放,避免了在焊接生产复杂的应力,通过摆动焊接,焊接在开始形成的狭窄区内的塑性变形只发生一次,因为连续的摆动焊接和热量的输入,使加热面积过大,压缩塑性变形引起的面积大,所以焊接的收缩变形较大,方矩管分层分段焊接的时候,因为每一节都是很小的,热量也很小,每一层又分为若干段,所以每一焊的跳焊,基本上都是在冷板温度场上重建的,每次在狭窄的塑性变形去相应的分层直焊接纵向收缩率小,而不是通过连续时间的填充摆动使焊接变形小。
