公司新闻
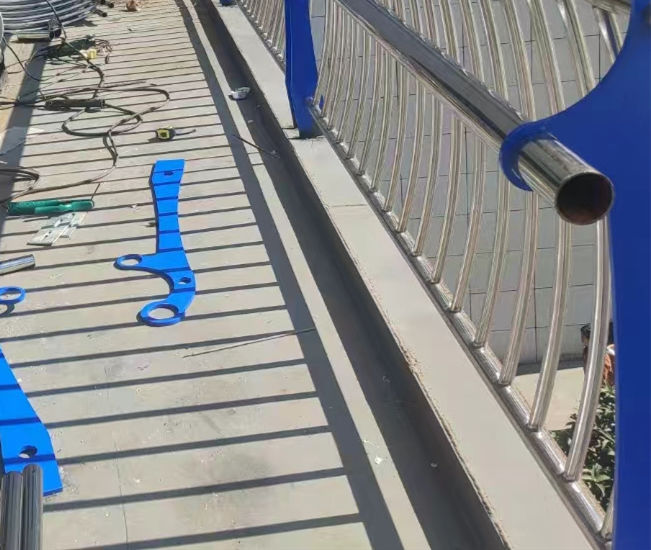
道路护栏立柱桥梁防撞护栏多种工艺
更新时间: 2025-12-26 02:10:03 ip归属地:赣州,天气:多云,温度:4-14 浏览:4次
以下是:赣州市章贡区道路护栏立柱桥梁防撞护栏多种工艺的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 216 |
| 发货期限 | 1-3 |
| 供货总量 | 不限 |
| 运费说明 | 电联 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 齐全 |
| 产品规格 | 齐全 |
| 发货城市 | 全国 |
| 产品产地 | 山东 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 范围 | 道路护栏立柱桥梁防撞护栏供应范围覆盖江西省、赣州市、章贡区、赣县区、信丰县、大余县、上犹县、崇义县、安远县、龙南市、定南县、全南县、宁都县、于都县、兴国县、会昌县、寻乌县、石城县、瑞金市、南康区等区域。 |
【聚晟】持续拓展产品矩阵,现有龙南【不锈钢复合管】、南康【城市景观防护栏】、会昌桥梁护栏厂等,满足不同场景需求。道路护栏立柱桥梁防撞护栏多种工艺,聚晟护栏制造(赣州市章贡区分公司)为您提供道路护栏立柱桥梁防撞护栏多种工艺的资讯,联系人:王经理,电话:【0527-88266222】、【0527-88266222】。 江西省,赣州市,章贡区 汉高祖六年(前201年),设赣县,因“南抚百越、北望中州”,成为沟通南北的交通枢纽和岭北军事重镇,是客家先民南迁中转站、发祥地,北宋时期成为当时全国36个大城市之一,有“铜韶关、铁赣州”之称。1999年6月原县级赣州市撤市设立章贡区。苏东坡、辛弃疾、文天祥等历史名人曾在此留下政功墨迹,周敦颐、程颢、程颐、王阳明等理学大师使赣州成为宋明理学发祥地。
道路护栏立柱桥梁防撞护栏多种工艺的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:赣州章贡道路护栏立柱桥梁防撞护栏多种工艺的图文介绍

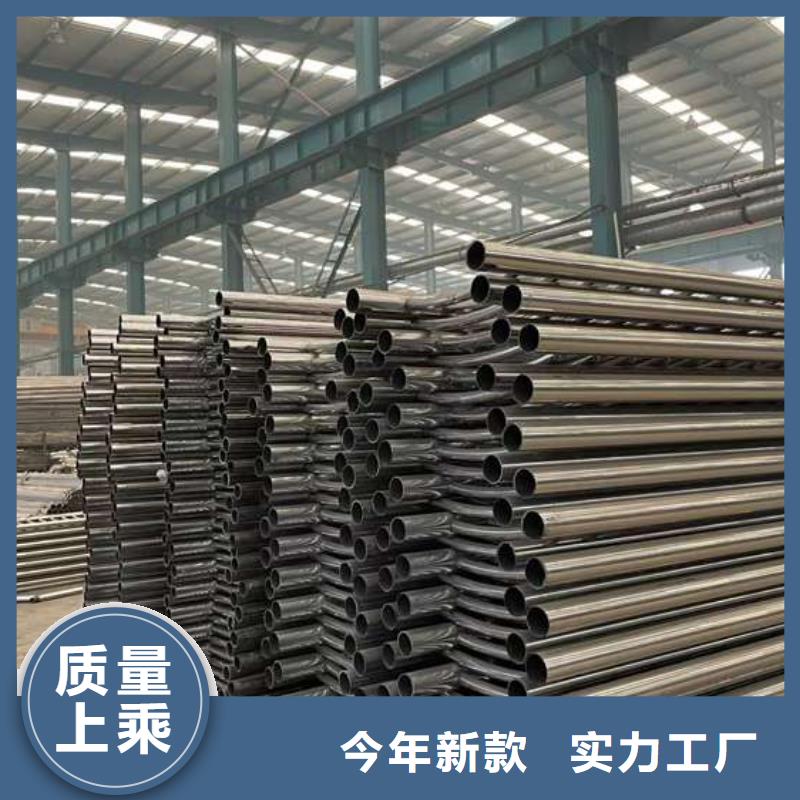
不锈钢复合管组成形式主要有: 低碳钢+奥氏 体不锈钢管、低碳钢+马氏体(或铁素体) 不锈钢管、 低铬钼合金钢+奥氏体不锈钢管及低铬钼合金钢+马氏体(或铁素体) 不锈钢管。 不锈钢复合钢管是由两种不同的钢材通过技术手段结合在一起, 这两种材质的物理特性往往存在很大的差别,如常减压蒸馏装置中的 Q245R+316L、 Q345R+316L 复合钢, 基层为低碳钢材质 Q245R, 复层为奥氏体不锈钢 316L, 这两种材质的 物理性能相差很大, 表现为:奥氏体不锈钢 316L 线胀系数大, 且随温度升高而增加,比低碳钢 Q245R 高大约 40%; 奥氏体不锈钢 316L 热导率低, 约为低碳钢 Q245R 的 1/3。 在焊接不锈钢复合钢过渡层时, 由于热膨胀和冷收缩速度的差异, 导致过渡层出现热裂纹或结晶裂纹, 再加上焊接过程中基层材质对焊缝金属的成分稀释, 非常容易导致裂纹的产生。 这种特性对于基层为铬钼合金钢, 复层为奥氏体不锈钢的不锈钢复合钢管表现得尤为明显。


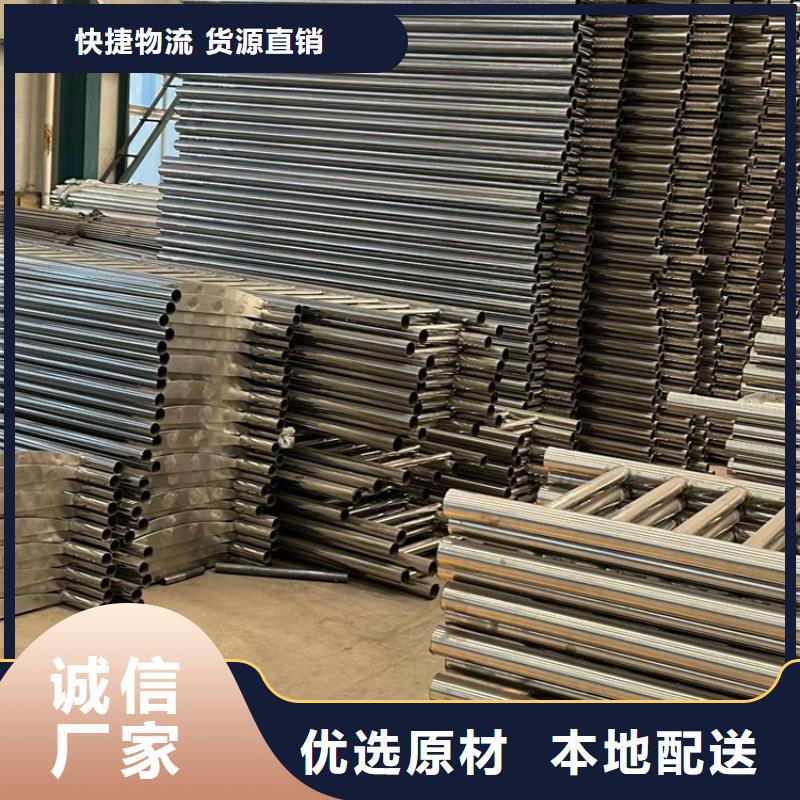
内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。



聚晟护栏制造(赣州市章贡区分公司)的宗旨是:平等互利,共创双赢,我们的目标是:提供高品质,高服务,坚持客户为主的原则,为广大客户提供 不锈钢复合管护栏厂服务。本厂有训练有素的员工及管理队伍,有多位 不锈钢复合管护栏厂工程师,不但确保 不锈钢复合管护栏厂产品品质。在产品设计、产品制造、工程设计、产品使用、售后服务五个层面解决客户使用流程中所有问题。


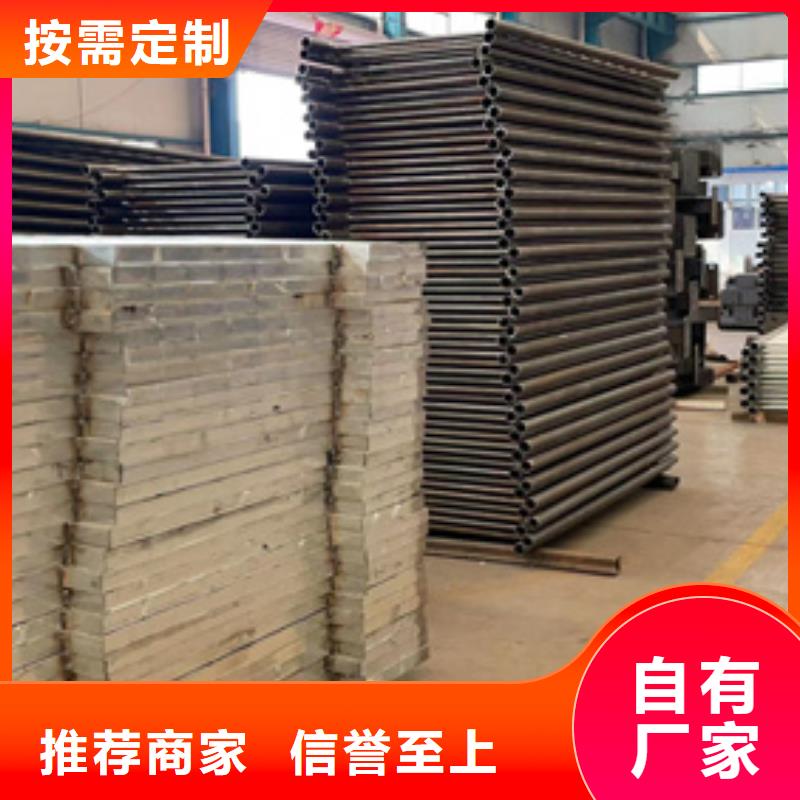
内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。



道路护栏立柱桥梁防撞护栏多种工艺_聚晟护栏制造(赣州市章贡区分公司),固定电话:【0527-88266222】,移动电话:【0527-88266222】,联系人:王经理,开发区工业园。
产品








其他新闻
- 铅玻璃防护窗-多年大厂 2025-12-26
- 桥梁防撞护栏-【【热镀锌立柱】】定金锁价 2025-12-26
- 35#精密钢管优点 2025-12-26
- 0.3无取向B30A250电工钢卷生产直销 2025-12-26
- 不锈钢板不锈钢卷板厂家售后完善 2025-12-26
- 护栏波形护栏厂家满足客户需求 2025-12-26
- 【ALC板材建材轻质隔墙板AAC板材】06蒸压加气混凝土块厂家专注细节更放心 2025-12-26
- 石油焦钢板仓-送货上门 2025-12-26
- 买16Mn无缝钢管必看-可信赖 2025-12-26
- 【防辐射铅板】_铅玻璃0中间商差价 2025-12-26
- 发酵羊粪服务至上 2025-12-26
- 方管一站式采购 2025-12-26
- 角钢哪家质量好 2025-12-26
- 切割钢板价格 2025-12-26
- 密集柜密集电动智能档案架货源直销 2025-12-26
联系方式
